The correct lubricant
NOTICE
After 50 years, including 30 with Mobil Oil and Engen, I am retiring. What I am leaving behind is available to anybody who wants it. It is free.
***
(1) Textbook and ready reference book 'The correct lubricant'(2.1 Mb)
and the Word version of the book for updates(3.7 Mb)
See contents and summaryof 'The correct lubricant'
See comments about the book
***
(2) The two-day workshop based on the textbook has a fully illustrated presentation(18 Mb)
See suggestions concerning the workshop
***
(3) Links for easy access to 3049 relevant web pages which include illustrations and additional information. See below.
(Petr Vavruch does not always agree with all the views expressed in these web sites.)
You can let me know
if some of the web pages no longer work - or if some wonderful articles should be added.
The code of this web page is simple, you can get it by the right click and selecting 'View page source'.
***
All this will remain available for the time being but not forever. If you want to be safe, make your own copies.
***
To say lubrication is important is an understatement. The role of lubrication in reducing friction, cooling, minimising wear, improving efficiency and avoiding unplanned downtime is as critical as the design or componentry of any machinery.
Aaron Stone
Estimates show that between 2 and 4 percent of an industrialised country’s gross domestic product (GDP) is lost through friction and to mechanical parts wearing out.
Pleth Nielsen
NEWS
Precision lubrication (the latest issue, December 2023)EU Parliament’s Euro 7 vote a step forward, but not enough, says ACEA (15 October 2023)
API adopts SAE 0W-8 and SAE 0W-12 (28 September 2023)
The Truck and Engine Manufacturers Association has formally requested a new engine oil performance category, known as PC-12 (September 2023)
Lubrication challenges for fuel-agnostic engines (15 June 2023)
ILSAC revises request for a new ILSAC GF-7 oil category (3 May 2023)
PC-12 moving ahead, latest updates (20 March 2023)
Gasoline quality lags behind needs of direct-injection engines (21 February 2023)
Search continues for Mack T-11 engine test replacement (10 August 2022)
Dr Neil Canter - Carbon dioxide removal using an electrochemical cell (June 2022)
Infineum launches single oil solution for MAN B&W two-stroke engines (19 May 2022)
IFC’s new global engine oil specifications under final review (2 May 2022)
Infineum - On the road to PC-12 (March 2022)
Dr Yulia Sosa - Hydrogen-powered vehicles: Is the third time the charm? (April 2022)
Engine oil specifications: What’s next? (9 February 2022)
Exol Lubricants is approved for Scania’s new gearbox oil spec (17 November 2021)
Cummins begins tests of hydrogen-fueled internal combustion engine (13 August 2021)
David Tsui - The International Fluids Consortium (IFC), a newly formed industry body led by automakers (10 May 2021)
Afton launches world’s first e-transmission fluid additive (2021)
World’s most powerful tidal turbine launched (28 April 2021)
Shell to conduct trial of hydrogen fuel cells for ships (26 April 2021)
Mike Kunselman - Does new OEM global fluids consortium spell end of ILSAC? (14 April 2021)
Christoph Rofka, Deepak Davendrappa, Jacob Sterlin, Rashpal Bhatti - Marine diesel engines: The beginning of the end? (23 February 2021)
Proposed ASTM standard aims to provide accurate information on hydrocarbons (2 November 2020)
Castrol launches new pre-oil change treatment product (2020)
Breakthrough diesel exhaust fluid (2020)
Dr Raj Shah, Dr Hind Abi-Akar, Stanley Zhang - Modern global engine oil standards (September 2020)
STLE presentations by Afton, Croda, Evonik, ExxonMobil, King Industries, LANXESS (prev, Ciba), Münzing, Lubrizol (November 2019)
Japan’s ultra-low viscosity passenger car motor oil specification GLV-1 will impacts base oil quality demands (14 April 2020)
The International Maritime Organization (IMO) has approved and adopted a comprehensive set of guidance and guidelines to support the consistent implementation of the lower 0.50% limit on sulphur in ships' fuel oil (19 July 2019)
GE exits locomotive business, sells division to Wabtec (25 February 2019)
Mazda Motor to launch world’s first commercial gasoline engine to use compression ignition (9 August 2017)
SUBJECT LINKS FOLLOWING THE SECTIONS OF THE TEXTBOOK
Lubrication - general1. Three basic aspects of lubricating oils
1.1 Viscosity, kinematic, dynamic, ISO VG
1.2 and 1.3 Viscosity of engine oils and automotive gear oils, SAE, multi-grade
1.4 Viscosity index, viscosity modifiers, viscosity-temperature chart, calculators
1.5 Pour point, pour point depressant
1.6 Flash point and Noack volatility
1.7 Charts, blending
Answers to 1.7 (link)
1.8 Foam, entrained air and air release, defoamant, cavitation
1.9 Base stocks, saturates, aromatic hydrocarbons, API groups
Lube oil reclamation and re-refining
1.9.1 What does 'synthetic' mean?
Synthetics - usage
1.9.2 Polyalphaolefins (PAO)
Food-grade lubricants
1.9.3 Other synthetic hydrocarbons
1.9.5 Polyalkylene glycols (PAG) (polar compounds)
1.9.6 Esters, amides, environmentally friendly lubes
Vegetable oils and biodegradable lubricants
1.9.7 Naphthenics
1.10 Oil performance, performance additives
1.11 Water separability (demulsibility)
1.12 Supplemental ('proprietary') additives
2. Answers to REVISION 1 (link)
3.1 Engine oils, detergents, dispersants, ZDDP, fuel economy
Friction, wear and failures
Sludge, drain intervals, maintenance
3.2 Engine oil specifications, API service categories
3.3 and 3.4 Sulphated ash, TBN
3.5 ILSAC (International Lubricant Standardization and Approval Committee)
3.6 ACEA (Association des Constructeurs Européens d'Automobiles) and Equipment Manufacturers (OEM)
General Motors dexos
3.9 Two-stroke petrol engines
3.10 Outboard motor oils
3.11 Motorcycle oils
Electric vehicles, hydrogen combustion
3.12 Gas engines
3.13 Marine engines and emergency power generation, marine lubes and fuels. Locomotives
3.15 Jet engines and gas turbines
3.16 Automotive gear oils for manual gearboxes
3.17 Limited slip differentials
3.18 and 3.19 Eaton (form. Fuller) and ZF-FreedomLine, Caterpillar
3.20 Allison
3.21 Total Acid Number (TAN)
3.22 Automatic transmission fluids (ATF)
3.23 Farm equipment oils, UTTO, STOU
3.24 Brake fluids and coolants
4. Answers to REVISION 2 (link)
5. Lubrication conditions, EHL, anti-wear, EP
Graphene, nanomaterials, 2D solid lubricants
6. Industrial gear oils
Micro-pitting, wind turbines and using synthetics in gears
6.1 Worm gears (PAG)
6.3 Open gears
Gear failures
Chain and wire rope lubrication
7. Greases (also 7.3, 7.5 and 7.7)
Grease guns and systems
7.1 and 7.2 Grease thickeners, polymers and compatibility
7.4 Grease lubricated rolling element bearings
7.6 Grease-filled gearboxes
7.8 Grease or oil?
8. Bearings (also 8.2)
Paper machines, spindle oils, sugar mills, Morgan and Danieli
8.1 Rolling element bearings
Rolling element bearing failures
8.4 Steam turbines, varnish
9.1 Air compressors, coalescer filters
9.2 Vacuum pumps
9.3 Compressors for other gases
9.4 Refrigeration compressors
10. Hydraulic fluids
10.1 Fire-resistant fluids
10.2 Oil cleanliness
Particle counting, purifying oil, preventing contamination
Oil filters
Flushing
11. and 13. Lubricant storage and storage life (shelf life)
12. Transformer oils
14. Machine tools
15. Cutting fluids, metal cutting, grinding
16. Rust preventives, stored machines
17. Answers to REVISION 3 (link)
Hint No. 2 for CHALLENGE (link)
Hint No. 3 for CHALLENGE (link)
18. CHALLENGE solution (pdf)
Answers to questions (link)
Oil suppliers' information, approved and recommended lubricants (for information only)
Maintenance, lubricant monitoring, sampling and analysis (in the following sections)
Monitoring equipment without special instruments and without laboratory samples
Designing oil analysis programme, standard test methods
Condition monitoring
Oil and grease sampling
Sampling frequencies
Advanced test methods
Ferrography
Root causes of failures, analysis interpretation
Grease analysis
Oil cleanliness
Particle counting, purifying oil, preventing contamination
Oil filters
Flushing
Water contamination
Fuels
Maintenance strategies - reactive, preventive, predictive, proactive and prescriptive
Management, maintenance management, Total Productive Maintenance, autonomous maintenance
Reliability, RCM
Maintenance/Industry 4.0, Internet of things (IoT), AI, CMMS
Lubrication practices, lubrication excellence
Training, education, skills
Light reading
Lubrication - general
Lubrication explained (videos)Ali Ghanbarzadeh - Tribochemistry (2020)
ExxonMobil - Nine things you might not know about lubricants (2019)
tribonet - Tribology Wiki
Test your knowledge: 3 questions
Mark Barnes - How to squeeze every last cent from your oil (2003)
The lessons we learn through struggles, mistakes and failures (2022)
Jeremie Edwards, Noria - 3 quick lubrication wins (22' webinar, 2022)
Top 10 things you (maybe) didn’t know about lubrication (20´ video, 2015)
Steven Sanchez, John Wallace - Lubrication
Petr Vavruch's 60 minute presentation
Petr Vavruch's presentation
Petr Vavruch: Extending zinc-containing turbine oil life (presentation, 2001)
The correct lubricant (presentation)
Starfire - Guide to mitigating lubricant supply chain issues (2022)
Lubricants; Tribology
tribonet - Introduction to Tribology (video 4:26, 2021)
Riya Veluri, tribonet - Oil lubrication (2022)
Dr Gamini Amarasekera - Overview of lubricant technology (2010)
Lubrication basics
Afton - Basics of lubrication (video 10:47)
Principles of lubrication (sample video)
Lubrication and beyond (brief)
TestOil - Lubricant fundamentals
Lubricant fundamentals Part 1 (video 13:42)
Lubricant fundamentals Part 2 (video, additive introduction is in Part 1)
Jane Marie Andrew - Lubrication fundamentals: Understanding the oil, equipment and operating conditions (2019)
NiMAC calculators
tribonet - Tribology calculators (2023)
Dr Nancy McGuire - Lubrication challenges in the wind turbine industry (2019)
5 Lubrication myths that are costing you money
Randy Carlisle - Myths and magic of lubricating oil management in rotating machinery (41' video, 2021)
How lubricants work I (video 4:44)
How lubricants work II (video 6:43)
Avoiding metal-on-metal surface contact
Lubrication and greasing: working principle (brief)
Amin Almasi - Lubrication of small/medium machines and bearings (2021)
Wes Cash - Best practices for wheel-end lubricants (2018)
Overcoming the most common lubrication misconceptions
Articles by Manoj
TLT archives
Lube Media Digital Exclusives
Noria - Short videos
Noria - More short videos
Alejandro Meza - Selecting lubricant based on specifications (in general, 2016)
Acculube - Tech talks
CSC - Library
Lubrication Engineers - Articles
Machinery Lubrication - Tips and articles (2017)
Tribonet
Tribonet - How lubricants work (short video)
Plant services - On-demand webinars
What's hot? Current trends in lubrication and oil analysis
Ten hot lubrication trends
Maintaining lube oil quality (2009)
5 ways poor lubrication can cause problems (2018)
Jim Fitch: Be alert to heat as both a contaminant and a symptom (2018)
Noria - How to extend oil life (short video 2017)
RELIABLEPLANT videos
Elba LUBE-INFO
Klüber articles, e.g. Bearing lubricating procedures
Lubrita - References
Rexnord - Library
STLE - Archive
TestOil - Knowledge center
Lubes'n'Greases (incl. Additives)
Learn Oil Analysis - Articles
Articles by Riya Veluri
Learn Oil Analysis - Resources
Elite Lubrication Specialists - Blog (WARNING: SCARY! short vide, 2018
UE - Lubrication resources and information
Various lubrication systems (2016)
How to select a lubrication systems (2017)
Jim Fitch - Add oil circulation to gear and bearing sumps for greater reliability (2013)
Garrett Bapp - Best practices for topping up small sumps and reservoirs (2017)
Jim Fitch - Managing the perils of short-volume oil changes (2017)
Dan Holdmeyer - Air mist lubrication (2023)
Lubricating equipment catalogue
General Petroleum - Various classifications
WearCheck Africa - FAQ (2020)
DES-CASE - Glossary (also engine, hydraulics, pneumatics)
Cepsa - Glossary
TestOil - Glossary
Glossary of terms
MOSIL - Glossary
Oil industry abbreviations
Afton - Acronym glossary
Infineum - Acronym glossary
TWC: Three-way catalyst, used for reducing toxic emissions from petrol engines
Engineers EdgeWestmoor - European Lubricants Coding: ISO 6743
Chevron Marine - Technical bulletins
Croda literature
KEW Engineering - Articles
Power Transmission Engineering - Articles
Machinery Lubrication - Articles
Machinery Lubrication - Subscribe
Oil specifications - Articles, references
Precision lubrication - Articles
Trico Corp - Articles
The Five Rights of lubrication
Garrett Bapp - Why you should maintain precise oil levels in sumps and reservoirs (2017)
Choose the right lubricant to reduce air pollution (2017)
Why oil goes bad (2008)
Break-in wear (short video)
Five common lubrication problems and how to fix them
Dr Nathan C. Wright - 3 causes of unreliable equipment and how to eliminate them (2018)
The hidden dangers of lubricant starvation
Heinz Bloch - Lubrication best practices (2019)
The 100 failure modes of lubrication and lubrication programmes (2014)
How to define a lubrication failure (short, 2017)
Jim Fitch - Lubricant consolidation: steps and benefits (2011)
Cross-reference of branded automotive lubricants (2020)
How to go about consolidating your hydraulic oil inventory
For example, your hydraulic equipment uses the following array of oils:
Warren R&O, Conoco MV-22, NAPA AW-46 and AW-315.
Effectively, this user has both R&O and anti-wear hydraulic oil in THREE different viscosity grades - one of which is high VI. 315 mens 315 SUS at 100 degrees Fahrenheit, which is roughly equivalent to ISO 68.
I'd be looking at probably an AW-46 to cover his entire fleet. But to confirm this, I would first assess each piece of equipment using the procedure and worksheets in my advanced hydraulic maintenance blueprint:
http://www.hydraulicsupermarket.com/blueprint.html
Once that's done and the "standard" oil selected, the next issue to consider is how to go about changing equipment over to the standardized oil.
The first thing to understand is you ain't going to get any peace of mind from the oil companies. It's highly unlikely that any oil blender will tell you it's OK to mix their oil with a competitors.
And for good reason too. When oils with different additive chemistry are mixed, there is always a risk of additive 'drop-out'.
At the very least, you should be doing a thorough oil drain and filter change as part of switching oils. But unless it's practical or possible to drain every part of the system, a small percentage of the original oil will remain and be mixed with the new oil.
If the old and new oils have different base stocks, possible swelling or shrinking of seals may need to be considered. And a DOUBLE oil and filter change may be advisable.
This involves an initial oil drain and filter change. The system is then filled with the new oil to the minimum level required and the oil circulated until it's been turned over at least five times. The oil is then drained and the filters changed a second time.
Regardless of which method is used, before making the switch, it's a good idea to mix equal parts of the original and new oil in a glass jar and shake vigorously.
Wait half an hour and observe the solution. Look for changes in color, clarity, viscosity and sediment. If in doubt, or for extra peace of mind, filter 100 millilitres of the old, new and mixed oils through a patch filter - noting the time taken for each. If nothing abnormal is observed, then it should be safe to proceed.
Brendan Casey
Are you using the wrong oil?
A Q&A guideline for purchasing lubricants (2007)
Dave Wooton - How to evaluate a new lubricant (2017)
Travis Richardson - How to implement a lubrication quality control process (2021)
Start with clean: lowering total costs with lubricant reception and storage (2022)
Greg Fernandez, Chevron - Best ways to evaluate lubricants (2019)
Purchasing lubricants based on performance
Dr Mary Moon - Radiation resistant lubes (2022)
Selecting the right lubricant supplier
Jeremie Edwards - 3 red flags in lubricant supplier agreements (short, 2021)
How to transition to a new lube supplier
How lubricant suppliers impact machine reliability
Why and how to test new oil deliveries (2017)
TestOil - Lubricant compatibility testing (video, 2020)
TestOil - Compatibility testing (2022)
Vincent Bouillon - How to check the compatibility of hydraulic fluids through laboratory testing (2021, might require registration)
TestOil - Lubricant compatibility testing (2020)
TestOil - Compatibility testing sample results (2020)
Hazards of changing lubricant brands
Effects of lubricants mixing in a machine
DES-CASE - The downstream effect of lubricant contamination and the value in controlling it (video)
Lubrication for hire: Is contractor-based lubrication right for you?
Advantages of contracting out your lubrication programme
How to manage lubricant waste and disposal
Jim Jung - Track your lubricant’s journey to optimize machine health (2018)
Mobil - Using UV dye for leak detection
Jim Fitch - Standby equipment oil monitoring and maintenance (2005)
When to use an oil heater (2016)
Wikipedia - What is REACH?
EU modifies lubes ecolabel standard (2019)
Lauren Groff - Guide on writing an effective occupational health and safety (OHS) policy statement
Michael C. Brown - Lubricant toxicity (2016)
Bennett Fitch - What to know about safety data sheets (SDS) (2021)
Apple Rubber - Seals (2018)
Efunda - Seal material compatibility
Seal material compatibility
Dr Hermann Josef Stolz, Dr Wilhelm Huber, Dr Martina Mennicken-Meuthen, Denise Weber - Seal material compatibility
Parco - Elastomer selection guide (2013)
Parco guides
Timken - Guidelines for bearing seals
Garrett Bapp - Practical guide to lip seals (2016)
Michael C. Brown - Wiper seals in hydraulic systems (2017)
Cooper Standard - Seal materials
Advantages of labyrinth seals (2013)
Hydraulic fluid temperatures above 180F (82 °C) damage most seal compounds and accelerate degradation of the oil.
Brendan Casey
How to mitigate contaminant ingression in hydraulic systems (2017)
Best practices for waste oil management
Reclaim and recycle used oil (2015)
Brain Ramatally - Strategies for decontaminating and reclaiming your in-service lubricants (2022)
The importance of the colour of engine oil in marketing (LnG EMEA October 2018)
Wikipedia - Diesel exhaust fluid
A more affordable tribometer test (22 May 2018)
In the lubrication industry it is pretty common to have heard of or experienced a lubrication issue due to mixing of incompatible lubricants. Issues encountered include excessive foaming, formation of precipitates or deposits and loss of key performance characteristics such as water separability. Given the gravity of the impact on machine reliability that these issues can cause, there is a demand for testing that can help predict if mixing two lubricants might result in operational issues. Although the lubricants may be deemed equivalent or comparable, that does not mean they are compatible.
Are you having machine failures? Most companies are now realizing that maintaining clean oil is one of the best investments they can make, with contamination at the core of premature machinery failure and diminished lubricant life. A desiccant breather can be used as a first line of defence in preventing contaminants from ruining your equipment.
Ninety percent of lubrication professionals say a lack of attention has negatively impacted the reliability of equipment at their plant.
1. Three basic aspects of lubricating oils
What is lubrication?Lubrication basics
Wikipedia - Lubricant
Lubricants
MRG Labs - Laboratory Lubricant Analyst training (LLA-I) clip
William Kowalski - 6 key factors for lubricant selection
Effects of using a wrong lubricant (2018)
Error-proofing Lubrication (2007)
Jim Fitch - Viscosity starved machines (2015)
David Wedlock - Uninhibited base oils (2017)
David Wedlock - Base oil oxidation (2014)
Oxidation (TOST) test description (Shell Tellus S)
How oxidation occurs (short video)
SKF - Oxidation in hydraulic oil
Antioxidants
Dr Robert M. Gresham - Antioxidants (2018)
Vincent Bouillon - Overview of oxidation laboratory tests on industrial lubricants (first published in Lubes magazine, 2017, 1.3 Mb)
Joshua Jurs, PhD, Global Industrial Oil Technical Manager, Vanderbilt Chemicals LLC - Long term testing of antioxidants for industrial applications (turbine) in Group I and II base oils (first published in Lubes magazine, Feb 2019, 1.6 Mb)
Vincent Bouillon - Oxidation laboratory tests on industrial lubricants (2016)
According to hydraulic component manufacturer Danfoss, if a hydraulic system operates at 85 °C, oil life is just 12% of what it would be if the system operated at 60 °C. And if the system operates at 100 °C, oil life is only 3% of what it would be if the system operated at 60 °C.
Some antioxidants, such as butyl hydroxy toluene (BHT), will turn oil bright red when oxidizing during normal service. While not always cause for alarm, it is clear evidence that the antioxidant is depleting.
Oxidation test RBOTMohammad Naseer Uddin - Misconceptions about RPVOT costing companies millions US$ (2018)
Schaeffer - Oxidation and new requirements for Heavy-Duty Diesel (HDD) oils (2017)
Dr Robert M. Gresham - Rust (2018)
Neil Canter - Metal corrosion preventives: Protect metal and specific applications (2015)
Rust and corrosion
Inhibiting rust and corrosion to prevent machine failures
Understanding the differences between lubricant additives (short with links, 2018)
Dr Nancy McGuire - Sulphur-based additives (2018)
Dr Neil Canter - Metalworking fluids: Update on boundary lubricity additives (2021)
Cortec launches new ashless rust and vapour-phase inhibitor (2022)
tribonet - Density of lubricating oil (2022)/
1.1 Viscosity, kinematic, dynamic, ISO VG
Wes Cash - How to select the best bearing lubricant (11' video, 2021)Dan Holdmeyer - What do HTHS and PSSI have to do with viscosity? (2023)
CSC - Viscosity (2020)
CSC - Viscosity: the basics (short video, 2020)
tribonet - Lubricant viscosity (2021)
Infineum - Specification challenges, e.g.ILSAC GF-6 and the new low viscosity Shield symbol (2023)
Andrea R. Aikin - Lighter grade oils and off-highway vehicles (2021)
tribonet - VI and viscosity caculators (2022)
NiMAC - Calculate viscosity at given temperature
Dr Nancy McGuire - Calculating lubricant viscosity versus temperature (theory, 2021)
Simon Michell - Oil viscosity made simple (2020)
Art Gatenby - Shear stress and shear rate (2020)
Drew Troyer: Kinematic viscosity (2002)
Art Gatenby - What is the difference between dynamic and kinematic viscosity? (2020)
Learn oil analysis - Viscosity of lubricating oils (video 2017)
Dynamic viscosity explained (video 2014)
Parker Kittiwake - Viscosity: A lubricant’s most important characteristic
LE - Viscosity
Oelcheck - Viscosity
Synlube - Viscosity
TLT - Viscosity and types of fluids (2017)
Newtonian vs Non-Newtonian fluids
Art Gatenby - How are consistency, surface tension and viscosity different (2014)
Art Gatenby - A Beginner's guide to surface tension, surfactants and micelles (2022)
Bennett Fitch - Viscometers: A practical guide (2013)
Oil viscosity, how it's measured and reported (2002)
Cannon Instrument - Measuring viscosity of industrial and engine oils (one page, 2017)
Drew Troyer - Understanding absolute and kinematic viscosity (2002)
ISO Viscosity Grades
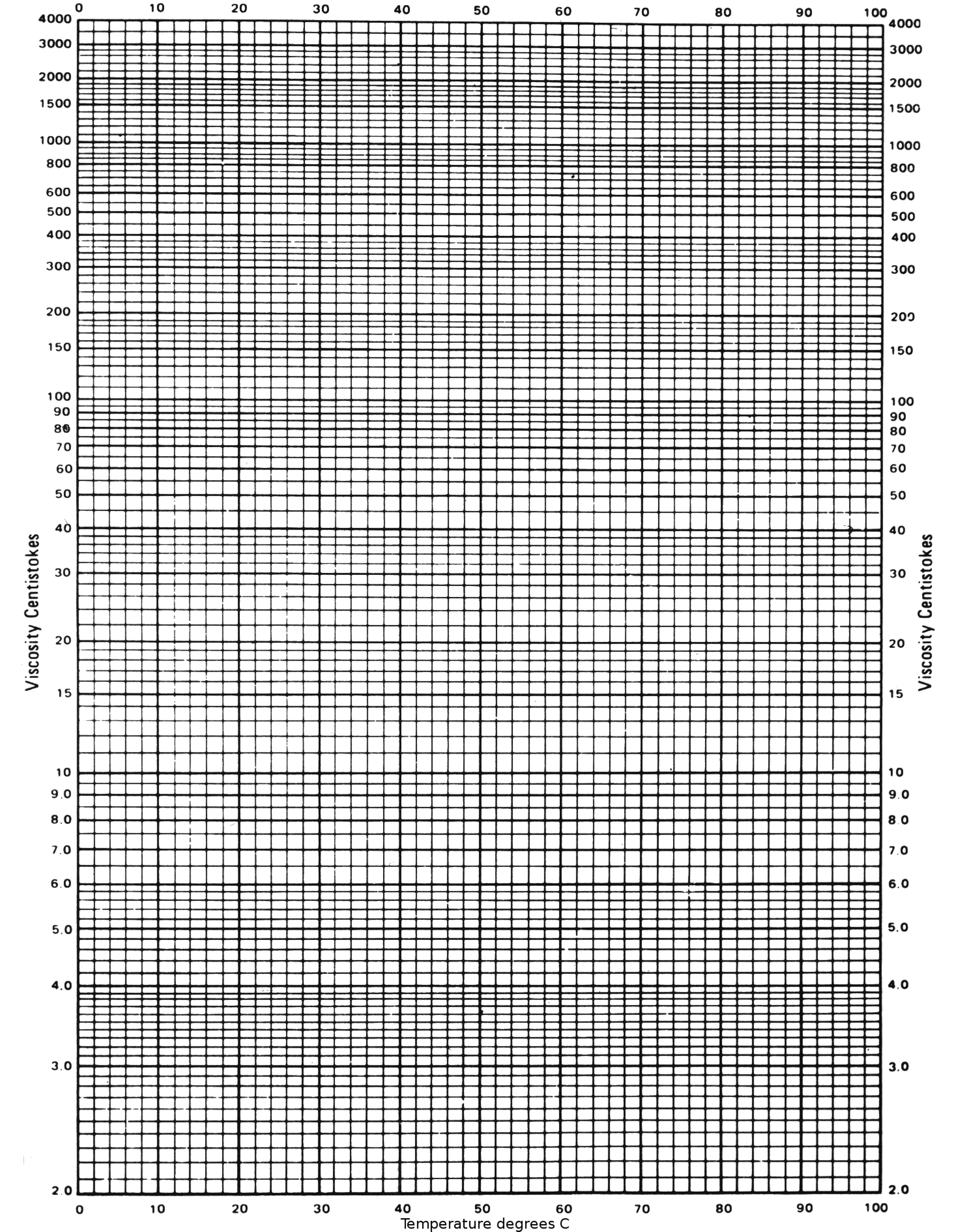
Dual purpose viscosity-temperature chart (1.7 Mb, blank, suitable for blending)
{kind=link}
Viscosity-temperature chart: ISO VG grades(1.8 Mb)
ISO VG limits
Noria - ISO VG limits
{kind=link}
Viscosities equivalent: ISO VG and SAE grades
Industrial lubricants (incl. Viscosity guides)
Brendan Casey - Viscosity of hydraulic fluids
Roymech - Viscosity theory
Viscosity, temperature and pressure
Jim Fitch - The meaning of low viscosity (2007)
Gear oil viscosity calculation (theory, 2018)
Viscosity too high, too much lubricant (short video, 2018)
New instrument can test lube film thickness at very high speeds (2022)
Affordable viscosity tester
Parker Kittiwake - Heated viscometer
Spectro - Portable kinematic viscometers
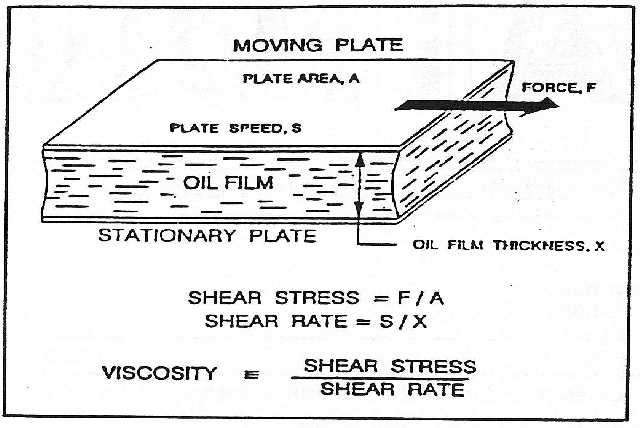
Viscosity is a fluid's characteristic demonstrating its resistance to flow. By definition, unit of dynamic ("absolute") viscosity is the poise, which is defined as the force in dynes required to move a surface one square centimetre in area past a parallel surface at a speed of one centimetre per second, with the surfaces separated by a fluid film one centimetre thick. We commonly use the centipoise (cP) and for kinematic viscosity the centistoke (cSt). There are other methods for determining viscosity, including Saybolt Universal Viscosity (SUV), Saybolt Furol viscosity, Engler viscosity, and Redwood viscosity. Since viscosity varies inversely with temperature, its value is meaningless until the temperature at which it is determined is reported. Viscosity can increase by oxidation and can be reduced by heating through thermal cracking.
Assuming that no water is emulsified in the system, some reasons for an increase in viscosity of a circulating oil might include: the oil may have oxidized; pressure could have increased; temperature might have decreased; possible contamination with a higher viscosity fluid; evaporative losses of light oil fractions from high temperatures; glycol contamination; and soot contamination.
1.2 and 1.3 Viscosity of engine oils and automotive gear oils, SAE, multi-grade
Simon Michell - Engine oil viscosity (2020)Moving to even lower North American engine oil viscosities (2020)
David Wedlock - How base oils can help meet low-viscosity requirements (2015)
Sydney Moore - Can SAE 0W-20 oils protect heavy-duty diesel engines? (2021)
Boris Zhmud - Viscosity matters (2019)
Lubricant must perform and properly flow, even at the coldest temperatures (2018)
JC Motors - Understanding motor oil viscosity
Does thicker oil fix low oil pressure?
Lubrizol - High temperature high shear viscosity test
SAE adds two new grades SAE 8 and 12 to J300
SAE adds light engine oils categories
Ultra-low viscosity engine oils - Go to page 26
Widman - SAE J306 Viscosity classification for automotive gear oils
Brookfield instrument manual
Brookfield: More solutions to sticky problems (2017)
Early discussion about new SAE grades
Japanese race to reduce viscosity
Japanese JASO GLV-1 low viscosity gasoline engine oil specification (short, 2020)
Don't use the North American workshop slang "weight"! It is just as easy to say "viscosity" or "SAE". Lubrication professionals do not use "weight".
When they do, I saw it once or twice, they KNOW that it is WRONG and they do it only because they want to sell you some oil.
In SAE 15W-40, W stands for "winter", NOT "weight".
See comments generated by AI (2023)
Ford recommends using SAE 5W-50 viscosity grade for its GT-500 engine instead of the SAE 5W-20 or SAE 5W-30 used by other engines.
Arup Gangopadhyay
A small increase in lubricant viscosity may be due to the volatilization of base oil "lighter ends" after prolonged high-level operation (i.e. the lubricant has become "thicker"). Significant increases in viscosity up to 20 percent are regarded as severe, caused by incorrect addition of a higher viscosity lubricant, extensive soot contamination and base oil oxidation.
1.4 Viscosity index, viscosity modifiers, viscosity-temperature chart, calculators
Rajiv Taribagil - Next generation viscosity modifiers (2016)David Wedlock dispels a few myths about viscosity modifiers (2018)
Jack Zakarian - Viscosity index too restant to change? (2013)
Trevor Gauntlett - The value of VI (2021)
tribonet - Viscosity index (2019)
Viscosity index (short video)
Wikipedia - Viscosity index
TLT - Viscosity index improvers (2011)
Don't ignore viscosity index (2012)
Viscosity modifiers: A fundamental study
Viscosity index improvers
Eliane Gendreau, Janet Wong - Characterizing the velocimetry of viscosity modifier-containing lubricants in the elastohydrodynamic regime (2022)
Afton - HiTEC 5708A VI improver/Pour point depressant
Chevron Oronite OCP viscosity modifiers
Evonik - Viscosity modifiers
Evonik - VISCOPLEX VIIs for transmission fluids
Functional products viscosity modifiers
Infineum - Viscosity modifiers
Lubrizol - Viscosity modifier calculator
tribonet - VI and viscosity caculators (2022)
Widman - VI and viscosity calculators
A2 size nomogram for viscosity index
{kind=link}
Multigrade oils are made by blending a low viscosity oil with special additives called viscosity index improvers. For example, when these polymer additives are blended in the correct proportion with an SAE 15W oil, the oil flows like an SAE 15W oil at low temperatures and like an SAE 40 oil at high temperatures. The result is an SAE 15W/40 oil that will provide wide protection over an extended temperature range.
Applicable range of the above nomogram:
This graph is designed for viscosity indexes between 0 and 100, viscosity of 2-20 cSt at 100 °C, and 6.4-495 cSt at 40 °C. I will publish the wider range graphs (up to VI=200 and viscosity of 2-50 cSt) in near future.
Instruction: This graph has 12 graded lines for viscosity and one for viscosity index. Six lines are nominated for viscosity at 100 and six for 40 centigrade that are paired with letters A, B, C, D, E, and F. To start with the graph:
1. Determine the kinematic viscosity (in cSt) at 100 °C on one of the curved graphs and highlight it with a dot.
2. Determine its paired line using the letters bellow the graph.
3. Find the viscosity at 40 °C on its pair and highlight it with the second dot.
4. Draw a straight line with two dots and using a ruler, and extend it to right hand side to intercept the "Viscosity Index" line.
5. The VI is the interception point of these two lines. You can report it with ±1 accuracy.
6. If you have limitation to measure viscosity at 40 and 100 °C, use ASTM D341 to estimate them.
M. Mahdi Karima
In 1929 Dean and Davis devised a system to express the viscosity/temperature relationship of an oil. The system, viscosity index (VI), was based on the viscosities of base oils obtained from a paraffinic Pennsylvanian crude oil, which was arbitrarily assigned a VI of 100, and base oils obtained from a naphthenic Gulf Coast crude oil, which was assigned a VI of 0.
For diesel engines, the VI additive can be supplied containing another substance, e.g. hydrogenated polydiene, that enhances its performance and also provides better soot handling.
Calculator: Viscosity at operating temperatureCalculator: Viscosity at operating temperature
Calculator: Viscosity at operating temperature
1.7 Viscosity-temperature chart, blending
A proper viscosity-temperature chart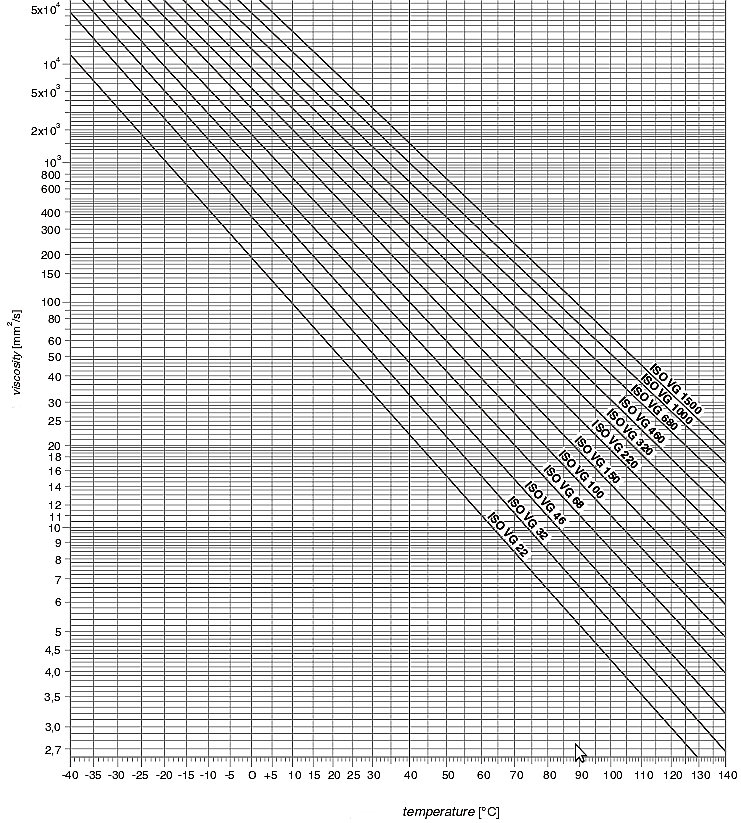{kind=link}
Various viscosity-temperature charts
Widman - Mixing oils
Viscosities of base oil blends (spreadsheet)
1.5 Pour point, pour point depressant
Dr Robert M. Gresham - Are pour point depressants depressing? (2018)David Wedlock - Low-temperature performance of base oils (2014)
Pour_point and pour_point depressants
Wikipedia - Pour point
Evan Zabawski - Pour point (discussion, 2019)
Engineers Edge - Pour_point
Noria - When to use an oil heater (2016)
Oronite - Pour_point depressants
Afton - Pour_point depressants (see video)
Evonik - Pour_point depressants
Oil gelation (2016)
A commonly used rule of thumb when selecting oils is to ensure that the pour point is at least 10 °C (20 F) below the lowest anticipated ambient temperature.
Viscosity is not the only issue associated with high pressure drop across filters on start-up. It might also have to do with the fact that the oil does not have a high enough cloud point. For indoor equipment where filter elements are involved, this can be much more important than the pour point. The cloud point is the point when you can first see wax coming out of solution. If you can see the wax then you know that the filter will also see it. In most cases the wax goes back into solution as the oil warms up. There is generally not a good correlation between cloud point and pour point because pour point depressants (an additive to lower the pour point) enter into the picture.
Ken Brown
1.6 Flash point and Noack volatility
Jim Fitch - How to test flash point (2000)Wikipedia - Flash_point
Noack_volatility_test (but it is done at 250 °C !!)
Noack volatility test: a new set of upheavals (2018)
Flash point and fire point
Volatility of engine oil lubricants in service has become of increasing concern to equipment manufacturers because of oil consumption, engine deposits and air pollution effects. Two types of methods are used to assess volatility: The first is based on simulated distillation by gas chromatography (GCD), and the second, Noack volatility, measures bulk oil weight loss after heating at a prescribed temperature/time.
1.8 Foam, entrained air and air release, defoamant, cavitation
The polar nature of engine oil additives gives rise to their foam-stabilizing properties. The splashing action or the mechanical agitation, or both, of the crankcase oil during engine operation causes air and other vapors to be whipped around, resulting in foam generation. In extreme cases, the oil actually can be lost because of the foam. The entrainment of the air in the oil can also decrease the ability of the oil to provide an effective hydrodynamic lubricating film because of the air bubbles that compromise the integrity of the film.
Defoamants inhibit the formation of stable foams above the oil level in tanks, reservoirs and sumps. Defoamants are typically polymers such as methyl silicone or polymethacrylate. They are dispensed as micro-globules in the oil, around 10 microns in size. These globules are pulled up as the air rises and then weaken the bubbles that form, causing them to burst.
Polydimethyl siloxanes of various molecular weights and are only required at a few parts-per-million concentration to control lubricant foaming. It should be noted that the siloxanes are dispersed in the lubricant in the form of small particles or globules with specialized equipment. These small particles can be seen through the use of a phase contrast microscope similar to that used in clinical laboratories.
Petr Vavruch: Some articles are confusing foam with air entrainment. Don't add defoamant unless you really have to, unless the oil is spewing from the top of the reservoir. Otherwise you spoil the air entrainment.
Morris Bingham - Defoamers (2018)
Dr Neil Canter - Foam (2015)
Wes Cash - Can defoamant additives be filtered? (2016)
Mark Barnes - Air: The forgotten contaminant (2022)
Finding the cause of foam in oil (short, 2019)
Dan Holdmeyer - Air entrainment, aeration, cavitation and foaming: How are they related? (short, 2022)
Is air a contaminant? (2008)
How foam impacts lubricant health (short, 2017)
TestOil - Foaming tendency test
Foaming and air dispersions in industrial gear oils (2015)
More stable foam is due to differential evaporation of the multicomponent base oils (2018)
Air contamination in hydraulic systems (short, 2011)
Marianne Duncanson - Controlling oil aeration and foam (2001)
Causes and solutions for foaming in oil (2008)
Air entrainment, foaming of hydraulic fluids
Dr Nancy McGuire - Air entrainment (2016)
How to control aeration (short video)
Cavitation or aeration: You can hear the difference! (2015)
E. C. Fitch - Cavitation explained and illustrated (2002)
Manoj - Cavitation wear (2022)
Lon Boyson - How to identify and stop pump cavitation (2021)
Dr Neil Canter - Predicting cavitation in hydraulic systems (2021)
Cavitation or aeration? How to tell the difference (2017)
Foaming keeps coming up for discussion
Entrained air in hydraulic oil
How to control oil aeration (short video, 2015)
Learn Oil Analysis - Microdieseling (2018)
Microdieseling and its effects on oil (2012)
Sanya Mathura - Microdieseling: causes, effects and detection (2023)
If foam has traditionally never been a problem but has suddenly started, think about treating not the symptom (the foam), but the cause.
If nothing has changed with the design of the lube system or reservoir, it is likely that this sudden increase in foaming tendency is caused by contamination.
Because foam suppression in a lubricating oil is closely related to the air/oil surface tension, any contamination that can result in either an increase in air entrainment, such as solid particles, or a decrease in surface tension can cause this type of effect. Common contaminants that can decrease the surface tension include water, grease and surfactants, such as soaps and detergents used during machine wash-down.
To diagnose the root cause of your problem, try looking for significant increases in water or particle contamination or the appearance of unexpected elements in your spectrometric analysis data, such as lithium, calcium, aluminum or barium that may signal some other ingested grease or chemical contaminant.
Air contamination can cause a great deal of harm to hydraulic systems. We sometimes overlook this potentially devastating contaminant. Here are a few ways in which air contamination can undermine your reliability effort:
Spongy hydraulics - Air is compressible. This loss of control can slow throughput, increase the percent defective rate, and, in some cases, cause injury or death.
Gaseous cavitation - Some references say gaseous cavitation causes wear, others say it just makes noise. Play it safe and keep as much air out of the oil as possible.
Oxidation - The rate of oxidation is affected by a number of factors, but all else held equal, it is proportional to the amounDefoamants inhibit the formation of stable foams above the oil level in tanks, reservoirs and sumps. Defoamants are typically polymers such as methyl silicone or polymethacrylate. They are dispensed as micro-globules in the oil, around 10 microns in size. These globules are pulled up as the air rises and then weaken the bubbles that form, causing them to burst.t of oil in boundary contact with air (which, of course provides the oxygen).
Thermal degradation - Did you know that compressing an air bubble from ambient pressure to 3,000 psi increases the bubble's temperature to more than 2,000 degrees F? This is hot enough to thermally degrade oil at the boundary contact between the air and the bubble, which darkens the oil, sometimes giving it a sooty appearance causing varnish to build up on component surfaces.
So, watch for signs of air entrainment or foaming, and take occurrences seriously. Also, periodically test your oil's ability to release air and its tendency to maintain stable foam. If you have recurring problems, evaluate the lube specification and the tank design, and check for low levels and signs of a suction line leak.
Drew Troyer, Noria
Air is both a normal ingredient, and a contaminant, of hydraulic oil. It's a normal ingredient because hydraulic fluid typically contains between 6 and 12 percent by volume of dissolved air. There's no avoiding this. And provided this dissolved air stays dissolved, it poses no problem to the hydraulic system or the fluid.
But if this dissolved air comes out of solution or air is ingressed, via the pump intake leak for example, the result is entrained air. These air bubbles are typically less than 1 millimeter in diameter.
Entrained air increases noise levels and decreases the efficiency of the system by reducing bulk modulus (fluid stiffness). And when entrained air bubbles are compressed at the pump outlet, extremely high peak temperatures result.
This compression of entrained air is said to be adiabatic. That is without transfer of heat to the surrounding fluid. However, localized heating of the oil film in contact with the air bubbles results in high-temperature 'cracking'. The result is oxidation and nitration which accelerate degradation of the fluid.
If that's not bad enough, these rapidly imploding air (gas) bubbles hammer the pump's valve plate and other critical surfaces resulting in erosive wear, a.k.a. cavitation erosion.
Prevention is really the only cure. Certain conditions cause dissolved air to come out of solution. When hydraulic oil temperature increases or static pressure decreases, air solubility is reduced and bubbles can form within the fluid. This release of dissolved air is known as gaseous cavitation.
Air can be present in four forms:
- Free air - such as a pocket of air trapped in part of a system.
- Dissolved air - hydraulic fluid contains between 6 & 12 percent by volume of dissolved air.
- Entrained air - air bubbles typically less than 1 mm in diameter dispersed in the fluid.
- Foam - air bubbles typically greater than 1 mm in diameter which congregate on the surface of the fluid.
Of these four forms, entrained air is the most problematic.
Pre-filling components and proper bleeding of the hydraulic system during start-up will largely eliminate free air.
Small amounts of foam are cosmetic and do not pose a problem. However, if large volumes of foam are present, sufficient to cause the reservoir to overflow for example, this can be a symptom of a more serious air contamination and/or fluid degradation problem.
Negative effects of entrained air include:
- Reduced bulk modulus, resulting in spongy operation and poor control system response.
- Increased heat-load.
- Reduced thermal conductivity.
- Fluid deterioration.
- Reduced fluid viscosity, which Userleaves critical surfaces vulnerable to wear.
- Cavitation erosion.
- Increased noise levels.
- Decreased efficiency.
As pointed out above, hydraulic fluid can contain up to 12 percent dissolved air by volume. Certain conditions can cause this dissolved air to come out of solution, resulting in entrained air.
When fluid temperature increases or static pressure decreases, air solubility is reduced and bubbles can form within the fluid. This release of dissolved air is known as gaseous cavitation.
Decrease in static pressure and subsequent gaseous cavitation often occurs at the pump inlet, as a result of:
--Clogged inlet filters or suction strainers.
--Turbulence caused by intake-line isolation valves.
--Poorly designed inlet (diameter too small, length excessive, multiple bends).
--Collapsed or otherwise restricted intake line.
--Excessive lift (vertical distance between pump intake and minimum fluid level).
--Clogged or undersized reservoir breather.
Air entrainment can also occur through external ingestion. Like gaseous cavitation, this commonly occurs at the pump as a result of:
--Loose intake-line clamps or fittings.
--Porous intake lines.
--Low reservoir oil level.
--Faulty pump shaft seal.
Cavitation resulting from a restricted inlet can reduce the service life of a gear pump by more than 50%.
This is quite remarkable when you consider the construction of gear designs make them better able to withstand vacuum-induced forces. The consequences are much worse for piston and vane pumps.
Brendan Casey
Cavitation is the term used to describe the formation of gas cavities within a liquid. In a hydraulic system, this is normally taken to mean formation of vapour bubbles within the oil. But it can also mean dissolved air coming out of solution in the oil.
Cavitation is a violent condition typically in the suction of a pump leading to wear caused by air bubbles or water or oil vapour bubbles.
Cavitation erosion occurs when gas cavities in the oil collapse (implode) under pressure in proximity to a metal surface.
In a hydraulic system, the formation of gas cavities is usually, but not always, associated with the presence of a vacuum (negative gauge pressure).
And the presence of vacuum-induced, mechanical forces can be far more damaging to hydraulic components than pressure-induced bubble implosion.
How many different causes of cavitation in a hydraulic system can you come up with? Here are 20:
Clogged suction strainer (or just the presence of one!).
Wrong fluid viscosity.
Excessively low fluid temperature.
Excessively high fluid temperature.
Defoamants inhibit the formation of stable foams above the oil level in tanks, reservoirs and sumps. Defoamants are typically polymers such as methyl silicone or polymethacrylate. They are dispensed as micro-globules in the oil, around 10 microns in size. These globules are pulled up as the air rises and then weaken the bubbles that form, causing them to burst.
Clogged reservoir breather.
Pump intake line too small (in diameter).
Pump intake drop pipe (inside tank) inlet area too small.
Pump mounted too far above reservoir.
Pump mounted too far from the reservoir.
Excessive pump drive-shaft RPM.
Excessive pump swivel speed (variable displacement units).
Too many bends in pump intake line.
Turbulence caused by intake-line isolation valve.
Collapsed pump intake hose.
Other restriction in pump intake line.
Charge pump wear or failure (closed-circuit HST's).
Excessive internal leakage (closed-circuit HST's).
Faulty or incorrectly adjusted anti-cavitation or load-control valves.
Excessive pressure gradient-decay in working pressure too rapid.
Open return condition.
Whatever the cause, cavitation is detrimental to the long-run reliability of any hydraulic system. Which means tolerating its occurrence is a costly mistake.
So certain conditions can cause this dissolved air to come out of solution, resulting in entrained air.
When fluid temperature increases or static pressure decreases, air solubility is reduced and bubbles can form within the fluid.
This release of dissolved air is known as gaseous cavitation.
Brendan Casey
Return pipes into hydraulic reservoirs should be larger than the intake pipes and should end below the surface of the oil in the reservoir. Locate the return as far away from the suction as possible to allow the oil as much residence time as possible. Better still, install a baffle between the suction and discharge. Cut the return pipe at an angle so that it directs the flow toward the tank wall.
.1.9 Base stocks, saturates, aromatic hydrocarbons, API groups
Infineum - Base stocks (2020)David Wedlock - Residual waxes in paraffinic base stock (2018)
David Wedlock - Catalysts in base stock production (2018)
David Wedlock - Group II base stock (2017)
David Wedlock - Plusses and minuses of highly paraffinic base stocks (2016)
David Wedlock - The effects of aromatics on base stock performance (2016)
Base oils (2016)
David Wedlock - Base oil solvency (2015)
David Wedlock - Base oil feedstocks (2015)
David Wedlock - Bright stock replacement (2016)
Is Bright stock irreplaceable? (2021)
Dr Nancy McGuire - Fundamentals of base oils (2019)
Automotive base oil presentation
Chapter in a book: The evolution of base oil technology
Chapter in a book: Base stocks
Base oils
Crude oil properties and refining process for base oils (8:40 video, 2017)
Understanding base oils (2017)
Lubrication Explained - How are PAO base oils manufactured (video, 2021)
Classification of lubricants
TestOil - API Base Oil Classification explained (2022)
Understanding the differences in base oil groups
David Wedlock - Don't mess up with the API Base Oil Classification (2017)
The fundamentals of mineral base oil refining (2012)
Group II base oils spreading (2017)
Orbichem https://www.lube-media.com/digital-exclusives/- Group I, II and III specifications (example)
Richard Beercheck - Hi VI base oils (2017)
Chevron Group II base oils
Chevron Group II base oils for industrial oils
ExxonMobil base stocks
Consider base oil and refining method when selecting lubricants
David Wedlock - Fischer-Tropsch base stocks (2017)
GTL: Gas to liquids refining
GTL: Gas to liquids produces extremely pure base oils
Biodegradable lubricants (links)
Oil quality is established by the refining processes, and additives are most effective if the oil is well refined. Although the overall performance of an oil can be improved by introducing additives, a poor quality oil cannot be converted into a premium quality oil by introducing additives.
Many of the benefits of high saturates Group II were discovered in use rather than being predicted, such as their much superior dispersant additive response in heavy-duty diesel applications.
Lube oil reclamation and re-refining
Simon Norton - Tricks and traps of oil reclamation (2001)Stephen Chastain - Using centrifugal separators for oil reclamation (2018)
R. David Whitby - Re-refined base oil quality (2015)
Josh Fernatt - Re-refining: Bringing used oil back to life (2013)
Dr Srďan Sokolovič- Re-refining versus recycling waste oils (2021, might require registration)
Valentina Lucchini- Regenerated base oils for a circular and decarbonised lube supply chain (2021, might require registration)
Chinese re-refining process (2017)
Arslan Enginery - Used oil recycling plant
The evolving global bright stock market (2018)
Ergon - Bright stock alternative (VI = 81, 65% paraffinic)
Chinese plant makes Group III+ Bright Stock (21 June 2019)
1.9.1 What does 'synthetic' mean?
Dr Yulia Sosa - PAO and Group III: Industry experts discuss their perspectives, benefits and uses (2022)Oil base stocks (Mobil vs. Castrol on page 8)
What is a true 'fully synthetic' oil?
Petroleum-based mineral oils function very well as lubricants in 90 percent of industrial applications. However, they also have limitations depending on the type of base stock and additives used, the refining technology, and the operating conditions.
PAGs offer the ability to dissolve sludge and deposits, burn without leaving residues when degraded, have a low solubility with hydrocarbons, and have good hydrolytic stability. Their downfall is that they absorb vast amounts of water and have very poor compatibility with mineral and PAO oils.
Esters have a very high detergency and solvency, making them excellent at dissolving sludge and deposits. They are compatible with mineral and PAO oils, and most seal and gasket materials. However, they also absorb moisture from the air and are hydrolytically unstable at high temperatures.
PAOs are most similar to minerals, so they are very compatible. They also are generally compatible with seals and gasket materials. They offer excellent hydrolytic stability, low water solubility and poor solvency. Because of this poor solvency, they should be avoided in applications where high discharge temperatures are present. They have a tendency to form deposits in these situations.
Synthetics - general
Richard Beercheck - Replacing bright stocks (2015)Dr Mathias Woydt, Dr Raj Shah - Future potential framework for synthetic lubricants (2022)
Conventional vs synthetic oil (short article, 2011)
Basics of synthetic oil technology
ExxonMobil synthetics (2015)
Chemours' Krytox - Perflouropolyethers (2017)
Benefits of perflouropolyethers
BASF - Hybrid high viscosity base stock
Methacrylates in combination with Group III in gear oils
Dow Corning - silicones (2017)
Molykote inudstrial lubricants (2007)
Molykote G-900X Series greases for high temperature applications (2017)
The formerly known manufacturer of Molykote lubricants has been Dow Corning, a joint venture between Dow Chemical and Corning Incorporated for over 73 years. In 2016 our parent company Dow Chemical took us over and last year we had a merger with Dupont.
Mathias Sottong
Silicone synthetic lubricants are used when resistance to oxidation, heat and/or water is important and the performance of other types of lubricants is unacceptable. Applications include high-temperature grease and the lubrication of oxygen compressors. Negatives for using silicone synthetics include high cost, poor boundary lubrication and poor additive solvency (they don't accept extreme-pressure and anti-wear additives).
Synthetics - usage
Noria - Synthetic lubricants (webinar, zip file, 2016)Michael J. Raab - On the role of synthetic lubricants in energy efficiency (2014)
Jonathan Trout, Jim Fitch - Synthetic oil: What consumers need to know (2022)
TestOil - Is synthetic oil worth it? (2022)
Pooja Sharma - Growth in the synthetics market chimes with sustainability goals of automotive and industrial end users (2022)
Daniel Rader - Synthetic oil or mineral oil? How to make the right choice (2021)
Seal considerations relevant when switching to synthetics (short)
Mary Beckman - Squeezing energy from synthetics (January 2019)
The estimated improvements for the overall energy savings from a friction perspective only between Group III and PAO are in the range of 0.7% to 1.4%.
SAIT - Financial benefits of synthetic lubricating fluids (2016)AAA report lauds synthetic oils
AAA report (2017, informative)
How true are the performance claims of synthetic engine oils? (2017)
Basics: When to use a synthetic gear oil (short, 2018)
Guidelines for selecting high-temperature lubricants
Synthetic gear oils
Choosing between synthetic lubricants and conventional oils
Advantages of synthetic base oils (2018)
Is synthetic motor oil better for your car? (7 minute video - Answer: Yes)
When does synthetic oil make sense? (short video)
Is synthetic oil better?
Are synthetic lubricants really that good?
PAO-based lubes make machines run cooler (2017)
Mark Barnes - Are synthetic lubricants always a wise choice? (2008)
Selecting oils with high pressure-viscosity coefficient and increase bearing life
LE - When do synthetic lubricants make sense?
Synthetic lubricants for automotive components
Micro-pitting, wind turbines and using synthetics in gears (links)
Synthetic oils have better resistance to ageing and a longer service life, the time between oil changes could be three to five times that of mineral oils. Synthetic oils have improved thermal and oxidation resistance, improved viscosity/temperature characteristics, better low temperature properties and lower evaporation properties. In some instances, synthetic oils have less tendency to form residues.
1.9.2 Polyalphaolefins (PAO)
PAOs have inherently higher specific heats, so it will absorb more heat allowing the PAO-based lubes and the parts that they lubricate to run cooler.
Lubrication Explained - How are PAO base oils manufactured (video, 2021)
Polyalphaolefin (PAO) lubricants explained (2018)
Dr Yulia Sosa - PAO and Group III: Industry experts discuss their perspectives, benefits and uses (2022)
Jeanna Van Rensselar - The bright future for PAOs (2021)
ExxonMobil - Group IV Basestocks: Polyalphaolefins (PAO)
AMSOIL - All synthetics are not created equal
Dodecene-based Synfluid PAOs
Synfluid mPAOs
Mobil 1: True PAO-based synthetic oil
Mobil SHC industrial lubricants (video)
ExxonMobil synthetic fluids and lubricant base stocks
ExxonMobil - Group IV base stocks: PAO
Mobilgear SHC XMP 320 in wind turbines
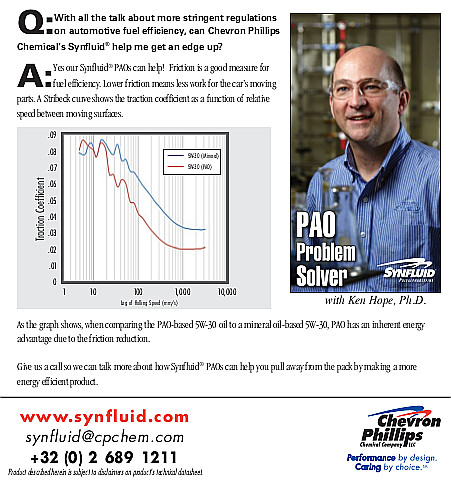 PAO traction advantage
PAO traction advantageOne property that can improve a machine’s efficiency and lessen energy and fuel consumption is known as the traction coefficient. Consider that if you are able to decrease the amount of force required to move a load across a lubricant film, you can reduce the amount of fuel consumed and the number of emissions produced. The traction coefficient is simply the amount of force required to move a load divided by the load. The closer this ratio is to 1, the more force is required to move the load. As the ratio decreases, less force is needed to move the same load.
Mineral oils by nature have millions of combinations of molecular shapes and sizes in each drop. This inconsistency in molecular size results in a higher traction coefficient. Synthetic base oils are manmade compounds and have much more consistency in several key areas, including their fluid properties and molecular size. This allows a load to move more easily across the lubricant film, thus lessening energy consumption and emissions.
To envision how this works, imagine pushing a sheet of plywood across a series of balls. If the balls are different shapes and sizes (footballs, basketballs, baseballs, etc.), moving the piece of plywood becomes more cumbersome and awkward. Now if you took that same sheet of plywood and pushed it across a series of tennis balls, with each ball the same shape and size, it becomes much easier. This is why most synthetic oils come with claims of reducing energy consumption and can actually help to decrease emissions.
Food-grade lubricants (Beyond the scope of the book)
MOSIL - Frequently asked questionsRichard Beercheck - Formulating food safe lubricants (2016)
Do you know the difference between H1, H2, H3, 3H and other food-industry lubricants? (2015)
Loren Green - Understanding the changing requirements for food-grade lubricants (2017)
Ashlee Breitner - International food safety standards and regulations (2014)
Loren Green - Food processing lubrication: 7 critical items for success (2021)
Saurabh Lawate - What you need to know about food-grade lubricants (2007)
Sabrin Gebarin - The basics of food-grade lubricants (2009)
Jim C. Fitch, Martin Williamson, Sabrin Gebarin - Industrial food-grade lubricants guide (2009)
Dr Holger Streetz - How to avoid mineral oil contamination in food processing (2020)
Jane Marie Andrew - Safer lubricants for food processing equipment (2022)
Harshvardhan Singh - Food-grade lubricants (2022)
Sushmita Dutta - Food-grade lubricants (2022)
Spotlight on food-grade lubricants (2021)
Caitlin Jacobs - Upping the ante on food-grade lubes (6 May 2020)
Dr Nancy McGuire - Incidental contact lubricants for the food industry (2019)
Food-grade lubricants
Advantages of food-grade lubricants (2012)
Martin Williamson - Food-grade lubricants explained (2003)
NSF certified 'food-grade' lubricants
MOSH and MOAH dangerous?
ELGI - The selection and usage of food safe lubricants
Lubriplate - The continuing evolution of food grade lubricants
Jim Girard, Lubriplate - H-1/Food grade lubricants (2015)
PAG food-grade lubricants
SKF introduces food-grade lubricants
Evonik - Viscoplex 8-219 VI improver for hydraulic fluids registered by InS Services as HX-1 ingredient for H1 lubricants with incidental food contact
Chevron FM grease does not perform as well as conventional greases in terms of rust protection (2008)
The United States Department of Agriculture (USDA) created the original food-grade designations H1, H2 and H3.
H1 lubricants are food-grade lubricants used in food-processing environments where there is the possibility of incidental food contact.
H2 lubricants are food-grade lubricants used on equipment and machine parts in locations where there is no possibility of contact.
H3 lubricants are food-grade lubricants, typically edible oils, used to prevent rust on hooks, trolleys and similar equipment.
R. Auerswald
1.9.3 Other synthetic hydrocarbons
Alkyl benzene as a compressor lubricantAlkylated naphthalenes
King Industries - Alkylated naphthalenes (2017)
Anuj Kumar - Polyisobutylene market (2019)
Polyisobutylene
TPC Group - Polyisobutylene
BASF - Polyisobutylene
1.9.5 Polyalkylene glycols (PAG) (polar compounds)
PAG synthetic oilPolyalkylene glycols
Polyglycols for lubricating large gear drives
Friction and wear reduction mechanism of polyalkylene glycol-based engine oils (2018)
Polyalkylene glycol - synthetic turbine fluid technology
Turbine lubricants: biodegradable, preventative alternatives
Synthetic gear oil selection - See wear of aluminium components
New synthetic OSPs for high performance greases
Klüber: Changeover from mineral oil/polyalphaolefin to polyalkylene glycol
Ucon OSP - oil soluble PAG
Oil soluble synthetic polyalkylene glycols
Innovations in PAG based lubricants
Energy efficient industrial gear lubricants
Sullube - Laboratory analysis of PAG in service
Heat of combustion, flash point, autoignition temperature of PAG
Effects of water on PAG (2009)
Removing water from PAG
Worm gears (links)
This is a simple test to verify that an oil is a polyalkylene glycol (PAG), a fluid commonly used in brake systems, compressors and some gearboxes. Mix a small sample of the fluid in question with a mineral-based turbine oil. If it fails to blend into the turbine oil, it is probably a PAG
Sludge and varnish in hydraulic controls of turbines is not a problem with PAG turbine oils owing to their high solubility. However, some PAG turbine oils cause sudden oxidative degradation, resulting from a decrease in anti-oxidants due to poor thermal stability of those PAG base oils.
1.9.6 Esters, amides, environmentally friendly lubes
Tyler Housel - Synthetic esters: Engineered to perform (2011)Esters (2017)
Dr Mathias Hof - Esters (2016)
Novel hybrid esters: Base oils designed for sustainability
Martin Greaves, Zach Hunt, Jeffrey DiMaio - Novel hybrid esters: Base oils designed for sustainability (2023)
Rapeseed natural ester fluid for Extra High Voltage transformer (2020)
Cargill natural ester fluid for South African electrical grid (2020)
Schaefer - Esters in synthetic lubricants
Schaefer - Esters in synthetic lubricants
Synthetic esters
Inolex - White papers on esters
Wikipedia - Polyol esters
Hydrolytic stability: an important parameter to balance (2022)
Rexroth - List of environmentally acceptable hydraulic fluids
Croda Lubricants to launch new Group V base oil technology (amides)
Emery Biolubricants (Esters)
Environmentally friendly lubes for marine use (2017)
Erlend Hanssen Nervold - Ensuring satisfactory aft stern tube bearing lubrication performance (3.1 Mb, 2019)
Erlend Hanssen Nervold - Natural ester oil application in liquid filled transformers (3.3 Mb, 2019)
Dr Hermann Josef Stolz, Dr Wilhelm Huber, Dr Martina Mennicken-Meuthen and Denise Weber - Seal material compatibility
Phosphate esters (links)
Vegetable oils and biodegradable lubricants (Beyond the scope of the book)
Biomass process (picture)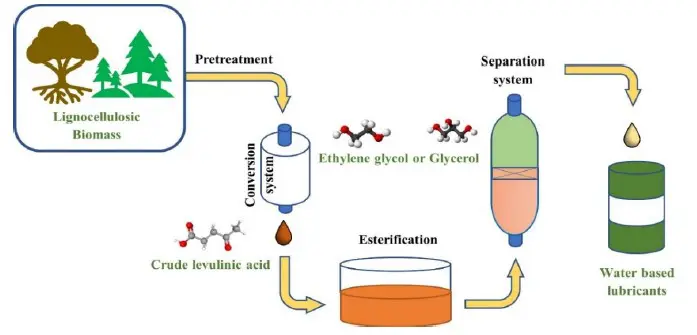{kind=link}
Richard Beercheck - Biodegradability: Which test is best? (2014)
Dr Neil Canter - Biodegradable lubricants: Working definitions, review of key applications and prospects for growth (2020)
Mary Beckman - The additives equation: Biobased oil stocks serve up different chemical qualities (2020)
David Wedlock - Biodegradation in base oils (2017)
Oil flushing techniques for converting to biodegradable fluids (2012)
Spotlight on bio-based lubricants (2021)
Brajendra K. Sharma, Sevim Z. Erhan, Raj Shah, Blerim Gashi, Nicole Turner, Gobinda Karmakar, Pranab Ghosh - Vegetable oil-based additives for lubricant formulations (2022)
Jeanna Van Rensselar - Biobased base stock (2021)
Guillaume Notheaux, Marie Legatte - SEQENS calcium sulphonate biodegradable greases (2021)
Erik Willett - Water-soluble thickeners for industrial and ecofriendly lubrication (2020)
Are biobased lubricants food for microbes? (2018)
Biodegradable lubricants (2012)
Improving vegetable oil properties for lubrication
Biodegradable oils - How to apply and maintain
Controlling degradation in biodegradable greases
New test methods for lubricant biodegradability
Proposed ASTM biodegradable hydraulic fluid standard
Vincent Bouillon, BfB Labs - Assessment and verification of environmental acceptable hydraulic fluids (EAHF) according to the European Ecolabel’s revision, Part 2 (2019)
What you should know about environmentally friendly lubricants
Using biodegradable oils, for example, is the growing response to potential leaks in farm equipment.
Although these new lubricants and fluids are better for the environment, they can also wreak havoc on traditional seals. These liquids frequently contain aggressive compounds that weaken and break down elastomer bonds in standard sealing materials.
Christian Dickopf
1.9.7 Naphthenics
Nynas - Base oil handbookNynas - Group I replacement with naphthenics
Nynas - Naphthenic oils for greater efficiency
Nynas - Anti-oxidant response of low sulphur naphthenic base oils (2017)
1.10 Oil performance, performance additives
Infineum - Are all lubricity products equal? (2019)ATC (Jacqueline Berryman) - Lubricant additives: Use and benefits (2016)
Dr Yulia Sosa - Finding the balance in additive performance (2022)
Dan Holdmeyer - How additives finish the lubricant (short, 2022)
Dan Holdmeyer - More about additives finishing lubricants (2022)
Additives in lubricating oils
The chemistry and function of lubricant additives (2017)
Dr Robert M. Gresham - The mysterious world of lubricant additives (2012)
The contributions of additives
Lubrizol - Lubricant fundamentals 2: additives (video, introduction in end Part 1)
Formulations of lubricating oils
Additives
Lubricant additives
Noria - A practical guide to lubricant additives (comprehensive, 2018)
Dr Neil Canter - Sulphurized additives: Types available, key applications and beneficial properties (2019)
Infineum - Additives (2017)
The truth about additive depletion (video)
The critical role of additives in lubrication (2012)
How to determine the quality of a lubricant additive
Dr Robert M. Gresham - Detergents and dispersants (2018)
Rhein Chemie additives
Don Smolenski - What’s up with ionic liquids? (2021)
ZDDP (links)
Neither mineral nor synthetic base oils can satisfy today’s lubricant performance requirements without using additives. Additives are chemical substances, in most part synthetic, which are used in lubricant formulations to adjust a broad of spectrum of properties by enhancing what is desired and suppressing what is unwanted. Many additives are multifunctional products that may exhibit synergistic or antagonistic behavior when mixed together. As a rule of thumb, additives do not add. This makes balancing and optimization of additive systems a challenging task.
1.11 Water separability (demulsibility)
Hi-Pro - What is demulsibility (2 pages, 2022)Hi-Pro - Getting to know demulsibility (short, 2021)
Jennifer Yeadon - Steam turbines and the battle for good demulsibility (2019)
Hi-Pro - Demulsibility (video, 2019)
The importance of demulsibility in oil
TestOil - Demulsibility
Water separability
Test Method for Water Separability
Demulsibility ASTM D 2711
1.12 Supplemental ('proprietary') additives
Pros and cons of enhancing your oil with additives (short, 2019)Advice for improving oil with additives (2012)
The disadvantages of using anti-friction metal conditioners
The advantages of lubricant conditioners
How engine cleaners affect your oil
Blue exhaust smoke indicates an engine is headed for serious mechanical failure due to a high oil ingress into a combustion chamber. This means an engine is burning too much oil due to worn intake valve guides or poor piston ring control – collapsed or worn rings.
A useful rough guide to measuring oil consumption is the ratio of oil consumption to fuel consumption, because the harder an engine works (fuel consumption) the more oil it will use. A good estimate is 0.6% of total fuel consumption.
REVISION 1
Answers to REVISION 1 (link)3.1 Engine oils, engine oil additives, ZDDP, fuel economy
Dan Holdmeyer - Additives and engine oils (2022)Engine oils and their filters (2018)
Richard Widman - How do I understand different engine oils? (2018)
Kiara Candelaria - Reliable wear protection in ultra-low-viscosity oils (2018)
Dr Raj Shah, Dr Mathias Woydt, Isaac Kim - Maximizing fuel economy by thinning lubricating oils (2020)
Engine oil specifications
What is the best oil for my car (2018)
Dr Nancy McGuire - The drive for efficient performance (2018)
Engine oil quality (2015)
Spectro Scientific - Webinar: Engines 101, Understanding basic engine operation
Engine oils
Does thicker oil fix low oil pressure?
Lubrication system: Engine oil functions (video)
Low speed pre-ignition (2019)
Selecting the correct lubricant
Wikipedia - Motor oil
Jeremie Edwards - High mileage oil: a practical guide (2019)
AMSOIL - European motor oils and SAPS content (2018)
Michael C. Brown - Engine oil differences (2016)
Jim Fitch - Four lethal diesel engine oil contaminants (2007)
Dr Robert M. Gresham - Detergents and dispersants (2018)
Peter Wright, INFINEUM - The art of dispersant design (2018)
Friction, lubricants, energy losses, tribo tests, engine oils, base oils, additives, coatings
Passenger car engine oil change intervals: past, present and future (2018)
Additives boost fuel economy
Friction and wear reduction mechanism of polyalkylene glycol-based engine oils (2018)
Dr Neil Canter - ZDDP's uncertain future (2019)
Steve Swedberg - ZDDP: Why? How? How much? (2014)
The anti-wear additive zinc dialkyldithiophosphate
Certain amount of ash in the lubricant is needed to increase the filtration efficiency of the gasoline particulate filter (2019)
Zinc phosphate reaction with iron oxide
Trevor Gauntlett - Will ZDDP ever be replaced? (2022)
Joanna Dawczyk et al. - Film thickness and friction of ZDDP tribofilms (scientific paper, 2019)
History of ZDDP
BASF - IRGALUBE FE1 - Save fuel by interacting with ZDDP (2017)
Dr Wilfred T. Tysoe, Dr Nicholas D. Spencer - ZnDTP alone as a primary suspect in the formation of white etching cracks (2019)
Lisa Tocci - White etching (2018)
Elco ZDDPs
Toyota - Better antioxidants, higher quality base oils to prevent turbocharger coking
New low viscosity grade engine oil specifications in Japan
Antifreeze contamination in motor oil (short video)
ZDDP reaction films formed on rubbing contacts produce enhanced friction in mixed lubrication conditions. The ZDDP reaction film appears to inhibit lubricant entrainment into the contact, thereby leading to a reduced EHD film thickness compared to ZDDP-free lubricants.
Turbocharged gasoline direct injection (TGDI) engines suffer from the presence of particulates in vehicle exhaust emissions, similar to a diesel engine. New oil specifications are needed to counter that.
There are many different quality oils on the market.
At the starting level, we have many brands sold by the dollar stores and convenience markets that are very basic, cheap base oil with minimal, cheap additives. They may or may not pass the API tests, and probably are not registered (so don’t have the Donut and starburst.
Then you have four levels. Look for a moment at big brands. Castrol (as an example) has an entre level GTX that meets the minimum API standards when new and for the minimum time for certification. Then they have Magnatec, which is a much better blend of base oils and a better package of additives. They also have two different synthetic oils, one for price point, made with Group III base oil, and one with traditional PAO synthetic base oil.
Most of the big brands do something along the same lines. I used to carry only the second and fourth (a great semi-synthetic, similar to the Magnatec, and a great PAO/Ester synthetic, similar to Mobil1). About 2 years ago, I started to add the 3rd level (group III synthetic) for people who insisted on synthetic but would go to Castrol for the cheaper product. I am phasing this one out, as once people try the real PAO synthetic, they are not satisfied with the cheaper version.
Richard Widman
Friction, wear and failures (Beyond the scope of the book)
Noria - Friction and energy saving (webinar, zip file, 2015)Hugh Spikes - Friction modifier additives
Paul Farless - Understanding friction and friction modifiers (2021)
tribonet - Friction of materials (2022)
tribonet - Adhesion: Definition, theory and types (2022)
Andrea R. Aikin - The tribology of piston rings and why it matters in an electric vehicle world (2023)
tribonet - Friction (2016)
tribonet - Stribeck curve (2021)
Dan Holdmeyer - The Stribeck curve (2022)
Wikipedia - Friction
Castrol - Friction reducing technologies: Fact or 'Friction'
Friction and traction
Rolling friction
Friction theory
tribonet - Droplet friction is similar to solid friction (2017)
How to reduce friction between surfaces (short)
Paul Farless - Friction modifiers (2021)
Friction modifiers
Friction modifiers (2015)
Jeanna Van Rensselar - Vanishing friction—also called superlubricity (2022)
Superlubricity (2017)
Tribological design guide part 5: Wear theory
Wear theory
Learn Oil Analysis - What is the difference between normal and abnormal wear (2019)
Researchers simulate wear of materials as they rub together (2016)
Basics of wear
Matthew Adams - Adhesive wear (2020)
Abrasive wear (short)
Wes Cash - Polishing wear (2018)
Fretting wear (2021)
tribonet - Fretting wear (2018)
Dr Yulia Sosa - False brinelling: An increasing type of a rolling bearing wear (2023)
Cavitation (links)
Wear = the silent killer
Randy Riddell - The keys to solving fatigue, the silent killer (2019)
Premature wear (short)
Three common contaminants and the oil analysis tests that can detect them
Robert Scott - Basic wear modes in lubricated systems (2008)
Ray Garvey - Why machines fail and what you can do to prevent it (2023)
John Cummins - Failure mode and effects analysis (2016)
Common causes of machine failures
Types of engine bearing damage
Main bearing failure chart
Gear failures (links)
Rolling element bearing failures (links)
Bore glazing and polishing in diesel engines
Dangers of electrostatic discharge in engine oils (2015)
All machines wear out eventually. The key is to delay the inevitably. So with this objective in mind, here are 6 different ways hydraulic components lose their life:
1. Abrasive wear is the scuffing and scoring of a lubricated surface. It can be further divided into two-body abrasion and three-body abrasion. Two-body abrasion occurs when two lubricated surfaces come into direct contact with each other-usually as a result of loss of the lubricating oil film. Three-body abrasion occurs when the clearance between two lubricated surfaces is bridged by one or more hard particles. In this case it's the clearance-sized hard particles that are responsible for scoring the lubricated surface(s).
2. Adhesive wear is usually a progression of two-body abrasion. If the oil film between two lubricated surfaces moving relative to each other is lost, the two surfaces begin to scuff (two-body abrasion). This scuffing results in friction which creates heat. If the friction and heat is sufficient, the two surfaces can begin to adhere (friction weld) to each other. Although complete seizure is possible, adhesive wear typically results in the transfer of metal from one surface to the other, as the asperites (microscopic high points) adhere and are then torn from their parent-metal surface.
3. Fatigue wear can occur in heavily loaded lubricated contacts-especially bearings and gears. Point loading can cause elastic deformation of the component's surface. And the resulting stress concentration causes surface cracking and eventually, spalling (break away) of the surface material.
4. Erosive wear occurs when the hydraulic fluid is contaminated with large amounts of silt-sized (< 2-micron) hard particles. As the contaminated hydraulic fluid moves past lubricated surfaces at relatively high velocities, it works like an abrasive slurry, polishing (eroding) away these surfaces and eventually, increasing the clearances between them.
5. Cavitation wear occurs when air or oil-vapor bubbles form in the oil-at the pump inlet for example, and then collapse under pressure at the pump outlet. The micro-jet formed during bubble collapse is powerful enough to erode case-hardened steel. So if vapor or air bubbles collapse under pressure in proximity to any metal surface, erosion and metal loss result.
6. Corrosive wear occurs when chemical reaction results in loss of surface material. Rusting of ferrous metals is an obvious example. But if the hydraulic oil has been degraded by water or heat, chemical by-products such as acids can chemically attack some metals. In addition, yellow metals (bronzes) can be susceptible to chemical attack by some oil additives - especially if water is present.
Brendan Casey
Scuffing, from the Swedish word skuffa, which means to push, is defined as a form of wear occurring in inadequately-lubricated tribosystems.
While often used interchangeably with scoring, scuffing originates from the adhesive bond creation between the mating surfaces which are then sheared, whereas scoring results from mechanical abrasion of the surface by the very hard wear particles under conditions of a very high load.
Like scuffing, scoring is one of the most dangerous modes of gear wear. Scuffing often happens abruptly and can result in an immediate increase in friction on components, such as gears and bearings.
It is tricky to study scuffing in a repeatable manner because it happens randomly. Scuffing has typically been attributed to improperly lubricated tribosystems and additive depletion, especially in oils exceeding the drain recommendations or when exceeding the lubricant critical temperature.
Jin Zhiliang
Friction modifiers are most efficient under boundary conditions or where metal-to-metal contact occurs. Organic friction modifiers have long, soluble chains and a polar head. The polar head attaches to the metal surfaces. The soluble chains line up beside each other much like fibers in a carpet. The polar heads may be comprised of phosphoric or phosphonic acids, amines, amides or carboxylic acids. The soluble chains form dense mono layers or thick, reacted viscous layers. These layers shear easily and create a relatively slippery surface.
Corrosive wear occurs when a machine surface is damaged by chemical attack. The responsible corrosive chemical could be either vaporous or liquid, which might be found in a plant that mixes or handles strong acid or alkali materials. Often the damage to lubricated surfaces comes from acidic by-products generated by the deterioration of the lubricant.
Using composites with a metal matrix and graphite particles takes advantage of self-organization to provide solid lubrication, says materials scientist Pradeep Rohatgi at the University of Wisconsin-Milwaukee. For example, a bearing made out of copper or aluminum contains particles of graphite embedded in the surface. As the surface of the bearing wears down, the graphite smears, forming a film of graphite. The exceedingly low coefficient of friction corresponds to graphite, not the metal the tribofilm is sandwiched between.
Mica, talc and molybdenum disulphide also are possible solid lubricants, but graphite is the most popular because it is the cheapest and has the lowest friction coefficient.
Calcium is a commonly used dispersant in oil due to its low cost and high availability, used to keep any debris collected by the oil from forming a sludge. However, when calcium mixes with the soot calcium phosphate forms, resulting in abrasive particles of soot. This abrasiveness rubs against the engine parts, causing wear and deterioration in effectiveness.
Dr Pranesh Aswath
Sludge, drain intervals, maintenance (Beyond the scope of the book)
Engine oil sludgeLearn Oil Analysis - What happens in engine oil to cause sludge (2018)
Combating and removing engine oil sludge
The importance of timely oil drains (2017)
Evan Zabawski - The 3000-mile myth (2019)
Optimizing oil change intervals in heavy-duty vehicles
Extending oil change intervals on heavy mining equipment
Why smoke is emitted after an oil change (short, 2018)
Extending preventive maintenance (PM) intervals
Used-oil analysis for predictive maintenance
Why predictive maintenance does not work
Proactive and predictive maintenance (links)
Cepsa - FAQ
FAQ after Noria webinar How to detect and control lubrication failure modes
Fresh engine oil (before it gets into the engine) normally has a cleanliness level in the range 16/xx to 18/xx. As soon as it gets into the engine, the cleanliness drops one-two levels because of mixing with the remaining old oil. An oil is "dirty" when cleanliness drops to 21/xx to 23/xx.
Prof. Dr Boris Zhmud
3.2 Engine oil specifications, API service categories
API diesel C service categories (click there for other categories, 2021)API introduces three new gasoline engine oil standards, ILSAC GF-6A, GF-6B, and API SP (2020)
ILSAC GF-6A, GF-6B, and API SP engine oil products on the shelf starting today (4 May 2020)
API opens early applications for licensing of ILSAC GF-6A, GF-6B, and API SP engine oils (11 March 2020)
API updates Motor Oil Guides, to license new passenger car engine oil category sometime in 2020 (2018)
Oil matters guide (June 2018)
API Lubricants Group approves provisional licensing (30 June 2017)
Infineum - North American specification update (14 June 2017)
Infineum - API Engine Oil Classifications (2017)
Engine oil specifications: Is the system broken?
API Engine Oil Service Categories
API Service Classifications
API 1509: After 20 years, single technology matrix proves its usefulness (2022)
API - Engine oil guide
API SN and SN-RC performance specifications
New motor oils are bad for older engines (scroll down)
API base oil interchangeability
API guidelines for SAE viscosity grade engine testing
API certification system, 17th edition, Sept. 2012, 136 pages
The Sequence VIII test run on engine CLR L-38 ran out of bearings
Comparing gasoline and diesel engine oils
The lubricant in a crankcase engine is subjected to very complex conditions, with many different conditions in different parts of the engine, variable patterns of driving behavior, and, critically, the contamination of the lubricant by reactive combustion gases and particulates. This makes it very difficult to relate engine/lubricant performance to simple bench tests, and a key feature of engine oil development and testing is the use of engine tests to assess the behavior of the lubricant in the complex combination of conditions present in a firing engine.
Automotive Lubricants and Testing
Valvoline advertised that their oil is better than Mobil 1. I asked in Quora what did ExxonMobil say to that. Bradley Cosgrove replied:
ExxonMobil complained to the API, American Petroleum Institute, the oil trade association, and the API told Valvoline to stop. The results of the sequence tests are not supposed to be used for marketing.
In fact, Valvoline's claim is not a big deal. The sequence IVA is not the hardest test to pass. And it was replaced with the IVB for GF-6.
Oil formulators mainly focus on the IIIG, oxidation, and VIE, or VIF based on the viscosity grade, fuel economy, and VH, sludge.
If they can pass those tests, they can pretty much pass the other two, IVB and VII.
I would be interested to know if Valvoline’s advertised IVA oil was the final formulation, or just a test blend.
The oil companies can change formulations slightly when running each test and the final formulation would be something of a combination of the different formulations.
The final formulation would pass IVA, but maybe not as well as the formulation that was run to achieve the best IVA.
3.2 API service categories - diesel engine oils
Infineum - Specification challenges, e.g.ILSAC GF-6 and the new low viscosity Shield symbol (2023)Infineum - Continued divergence of lubrication needs for off-road vs. on-road heavy-duty engines (2020)
API - Latest oil categories (2016)
API CK-4 and FA-4 is done
API approves CK-4 and FA-4 Diesel Engine Oil Categories
Chevron - API CK-4 and FA-4 explained
Shell - API CK-4 and FA-4 (promotional video)
Shell unveils CK-4, FA-4 strategy
Shell - Mobil Delvac 1300 Super 15W-40 does not meet API CK-4 nor Volvo, MACK and Cummins (2018)
ExxonMobil responds to Shell's claim that Mobil Delvac 1300 Super is not meeting API CK-4 (25 June 2018)
ExxonMobil's reply
Ford issues list of acceptable DEOs
Ford issues list of acceptable DEOs (2018)
Ford recommends FA-4 for F-150 (August 2018)
Paccar does not allow use of API FA-4 oils in any of its MX or PX engines.
Trucks are able to get 1 to 2 percent better fuel economy using FA-4 oils.
1% ash products (API CJ-4) showed, in some instances, poor BN retention. Based on this, it would be safe to say that 1% ash HDDO is not recommended with high S diesel fuel.
API CK-4 and FA-4 licensed manufacturers (December 2016)
Cummins' CES 20086 and CES 20087 registered oils
Cummins' CES 20086 registered oils
Cummins' CES 20087 registered oils
Detroit Diesel - approved API CK-4 oils
Detroit Diesel - approved FA-4 oils
API CJ-4 performance specifications
Proposed ASTM standard to evaluate diesel engine oils in T-13 engines (2016)
The background behind diesel particulate filters (DPF, 2018)
API Service Category CK-4 describes oils for use in high-speed four-stroke diesel engines designed to meet 2017 model year on-highway and Tier 4 non-road exhaust emission standards as well as for previous model year diesel engines. These oils are formulated for use in all applications with diesel fuels ranging in sulphur content up to 500 ppm (0.05% by weight). However, the use of these oils with greater than 15 ppm (0.0015% by weight) sulphur fuel may impact exhaust after-treatment system durability and/or oil drain interval.
API CK-4 oils exceed the performance criteria of API CJ-4, CI-4 PLUS, CI-4, and CH-4 and can effectively lubricate engines calling for those API Service Categories - they are backward compatible.
API Service Category FA-4 describes certain XW-30 oils formulated for use in high-speed four-stroke diesel engines designed to meet 2017 model year on-highway and Tier 4 non-road exhaust emission standards with diesel fuel sulphur content up to 15 ppm (0.0015% by weight). Refer to individual engine manufacturer recommendations regarding suitability of API FA-4 oils.
API FA-4 oils are not interchangeable or backward compatible with API CK-4, CJ-4, CI-4 PLUS, CI-4, and CH-4 oils.
With the introduction of API CK-4 and API FA-4 diesel engine categories, Cummins developed two new standards, CES 20086 and CES 20087. Cummins has updated its CES 20086 list of API CK-4 registered oils, Cummins CES 20087 lists API FA-4 registered oils.
3.3 and 3.4 Sulphated ash, TBN
Prof. Dr Boris Zhmud - TBN (2018)Low SAPS / low ash
TBN, oxidation and additives
Why an oil's base number (TBN) drops
Engine oils' BN (base number) and i-pH value
Learn Oil Analysis - What do TAN and TBN mean (2018)
Measuring reserve alkalinity
Spectro - Measuring TAN and TBN
Thus, the relevancy of base number as a key indicator of diesel engine oil service life is no longer as valid as it once was in regions using low sulfur fuels and engine oils.
David Doyle
3.5 ILSAC (International Lubricant Standardization and Approval Committee)
Infineum - Specification challenges, e.g.ILSAC GF-6 and the new low viscosity Shield symbol (2023)Infineum - ILSAC GF-6 engine tests (2020)
Infineum - ILSAC GF-6 menu
ILSAC GF-6 major milestone: yes vote for proposed limits (2019)
Automakers ask API to update GF-5 now (26 July 2017)
Engine oil specifications: Is the system broken?
ILSAC GF-5 official
GF-5 performance requirements
Toyota Valve Train Wear Test ready for precision matrix testing
Lubrizol - Future ILSAC_GF-6 web site
Infineum - ILSAC_GF-6 web site
Lubrizol additive for SAE 0W-16
3.6 ACEA (Association des Constructeurs Européens d'Automobiles) and Equipment Manufacturers (OEM)
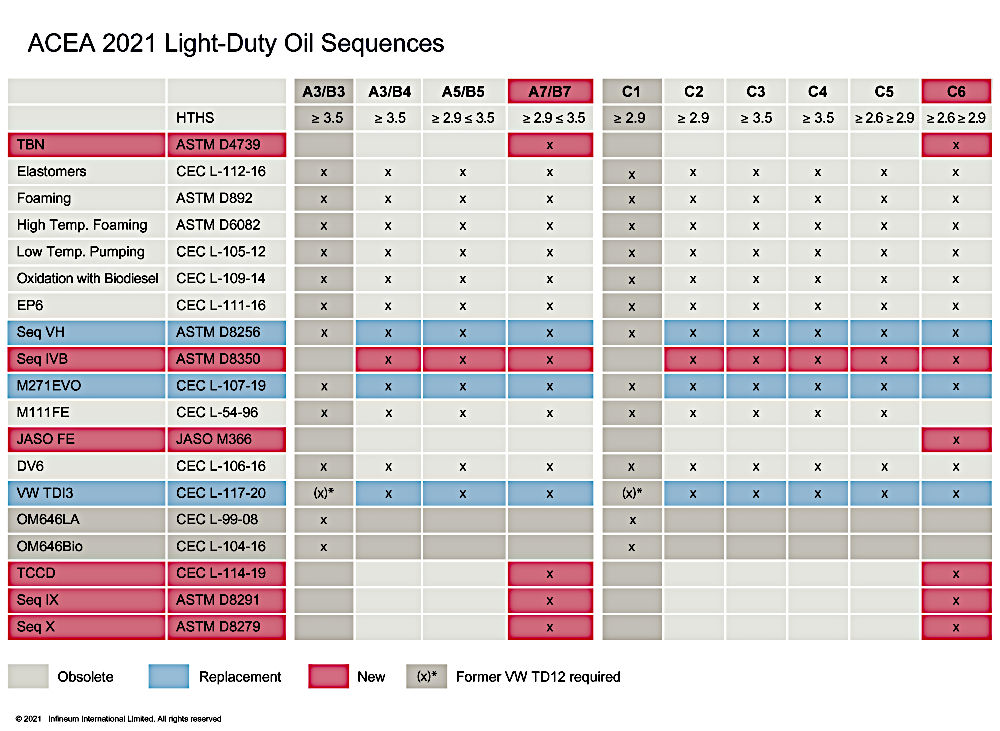
Simon Michell - Engine oils for modern cars (2020)
Simon Michell - Low SAPS engine oils (2020)
ACEA introduces new engine oil sequences to enhance fuel efficiency (2023)
2023 ACEA oil sequences for heavy-duty engines
George Gill - ACEA updates Light-Duty Oil Sequences for 2023 (2023)
Infineum - Navigating the latest ACEA Oil Sequences (2022)
Lubrizol - ACEA 2022 European Oil Sequences for Heavy-Duty Engines (video)
Lubrizol - ACEA 2022 Upgrade for Heavy-Duty Engine Lubricants
ACEA publishes new edition of Oil Sequences for Heavy-Duty Engines (2022)
ACEA oil sequences 2022
2022 ACEA oil sequences: General requirements
2021 ACEA oil sequences for light-duty engines
ACEA unveils new European Oil Sequences for light-duty engines (2021)s
Infineum - ACEA European oil sequences 2021
Additive maker Infineum announces ACEA A7/B7 and C6 packages (29 June 2021)
Exol Lubricants’ synthetic engine oil meets new ACEA C6 spec (25 June 2021)
George Gill - ACEA releases updated oil sequences (4 May 2021)
The latest updates on the ACEA Heavy-duty oil sequences (13 April 2021)
ACEA revisions progressing (13 April 2021)
Infineum additives meet ACEA C5-16 requirements
Infineum - Introducing Scania HD to protect heavy-duty engines in very severe operation (25 May 2021)
Wolf Oil launches engine oils that meet Renault’s RN17 lube specs (2020)
Wolf launches new engine oil that meets Ford’s latest spec (2021)
Castrol launches MAGNATEC 0W-30 GS1/DS1 for Fiat engines (2023)
In the M111 fuel economy test, ACEA C5-16 has a requirement set at 3.0% which is 0.5% higher than C2-16 at 2.5% and significantly higher than C3-16 at 1.0%.
ACEA E6-16 oils are low SAPS, Ultra High-Performance Diesel (UHPD) lubricants designed for use in severe duty, long drain applications. ACEA E6-16 is usually coupled with Daimler MB-Approval 228.51 and MAN 3677, MTU oil category 3.1 and Deutz DQC IV-10 LA.
Typically, Daimler, MAN, MTU and Deutz performance specifications build on top of an ACEA E6-16 with additional performance requirements in areas such as wear protection.
Q: Can SAE 5W-40, API SL/SJ/CF, ACEA A3/B3, engine oil be used in Kia Cee'D 1.6 CRDI?
A: If your vehicle does noy have a diesel particulate filter (DFP), you can use ACEA B4 oil.
The total base number (TBN)) is lower in ACEA A3/B3 oils this means not as much detergent, so things will not be cleaned too well.
Also, cam wear and bore polishing are allowed to be higher in ACEA A3/B3 oils.
And there is no requirement on ACEA A3/B3 oils how dirty pistons can be when using biodiesel. There is this requirement for ACEA B4.
So, the engine could be less clean and there could be more cam wear with ACEA A3/B3.
If you have a DPF, ACEA A3/B3 will plug your DPF due to its high SAPS. That will cause emission issue and rob the vehicle of power.
Your owner’s manual suggests using an ACEA C2 oil if you have a DPF. If you cannot find C2, C3 is acceptable, but there will be a fuel economy hit with using C3.
Bradley Cosgrove
General Motors dexos (Beyond the scope of the book)
Tim Sullivan - Latest Dexos generation gains steam (20 April 2022)General Motors dexos1™ gen 3 performance (2021)
Chevron Oronite receives first dexos1 Gen 3 approval from GM (2021)
dexos engine oils (9' video)
General Motors - approved dexos1 and dexos2 engine oils
GM releases Dexos1 Gen 3 details (18 December 2019)
dexos1 Gen 2 taking off (October 2017)
GM dexos1 Gen 2 licensed oils list now contains 168 oils (July 2017)
General Motors dexos1 April 2017 update
General Motors dexos2 licenses (2017)
General Motors - The new GM dexos2: It’s complicated (2016)
General Motors (GM) dexos1 Gen 3 is essentially GF-6A but with some harsher limits. It incorporates elements of the ACEA standards, alongside with GM’s unique requirements.
3.9 Two-stroke petrol engines
Wikipedia - Two-stroke engineWikipedia - Two-stroke oil
Wikipedia - API TC
Wikipedia - JASO M345 standard
Dan's Motorcycle Repair Course - Two-stroke oil
Can using two stroke oil in a four stroke engine affect it?
3.10 Outboard motor oils
NMMA - TC-W3 Two-stroke oil certification programDo I need TC-W3 engine oil?
NMMA issues its 2018 TC-W3, FC-W, and Catalyst Compatible FC-W certified oils lists
Understanding two-stroke engine oil
3.11 Motorcycle oils
Simon Michell - Motorcyle oils (2020)JASO revises motorcycle oil spec (2023)
SINOPEC launches synthetic motorcycle lubricant in Malaysia (23 May 2023)
Castrol launches new engine oil for motorcycles (27 February 2023)
Pei Yi Lim, Infineum - Emissions regulations impact motorcycles (24 September 2019)
Lubrizol - New demands for motorbike oils (2020)
INFINEUM - Next generation motorcycle oils (2018)
Lubrizol - Motorcycle oils
Lubrizol - Efficient motorcycle oils (presentation, 2019)
Jaso oil specifications
New JASO T 903:2016 replaces the 2011 version for high friction (MA/MA1) and low friction (MB) oils
Jaso MA and Jaso MB classifications
Lubrizol - Jaso MA and MB
Lubrizol - Differences between Jaso MA and MB
What does Jaso MA2 mean? (Scroll down to discussion)
API SL and API SM formulations contradict Jaso-MA/MA1/MA2
Jaso updates four-stroke motorcycle specification
Lubrizol - Two-stroke motorcycle oils - Jaso M345 standard
Wikipedia - Jaso M345 standard
Motorcycles: Synthetic versus mineral oils
Motorcycle lubricant specifications lacking - Go to page 6
How to change your motorcycle oil (video)
Kawasaki launches new line of motorcycle, ATV and jet ski oils (2022)
To use car oil for motorcycle oil is fine if your motorcycle does not have a wet clutch (clutch pack in the engine oil).
But most motorcycles have a wet-clutch, and if you use an oil that does not meet JASO MA2 motorcycle specs, your shifts will slip and wear out your clutch pack.
You will see your oil darken with the wear materials, and it will wear out much more quickly than one where JASO MA2 oil is used.
JASO MA2 oils have special friction modifiers to make the discs grab when the dynamic friction is right.
A modern car oil has a dynamic friction rating below 1. The MA2 will take it to between 1.85 and 2.50.
Unfortunately, the marketer does not have to tell you how high it is, but some JASO MA2 oils have better traction than others, and all beat the old JASO MA1 spec.
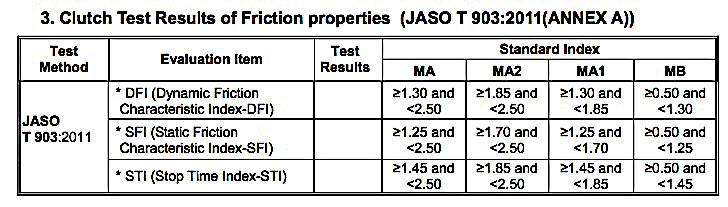 Richard Widman
Richard Widman
Electric vehicles, hydrogen combustion
Castrol launches engine oil performance standard for hybrid vehicles (2023)TotalEnergies last-generation EV Fluids validated under real-life conditions (2023)
LIQUI MOLY launches low-viscosity oil for Mazda and Toyota hybrids (2023)
Dr Yulia Sosa - Design requirements and challenges for single electric vehicle fluids (2023)
Dr Nancy McGuire - Modeling mechanical elements, lubricants and electrical currents in electric vehicles (2023)
Riya Veluri - Electric vehicle lubricants (2023)
Dr Boris Zhmud - How AI can improve the predictive power of tribology, the tribological challenges of electrical vehicles and why the energy transition should be an evolution (audio, 8 December 2021)
Electric vehicle fluids: More questions than answers (2022)
Optimizing the performance of transmission fluids for EVs and HEVs (2021)
Infineum launches broad portfolio of additives for EV fluids (2021)
Terry Hershberger - Mobile hydraulics: Challenges and opportunities (2020)
Ricardo plc - Balanced use of technologies is preferable to sole focus (2018)
Matt Jackson - Test methods for evaluating electrified vehicle fluids (2022)
Dr Neil Canter - Heat transfer fluids: Growing in visibility and importance (2021)
Dr Gareth Fish - Lubrizol 'retuning' lubricants for EV duty (2021)
Dr Nancy McGuire - The brave new world of electric vehicle fluids (2021)
Dr Nancy McGuire - The electric vehicle grease industry finds its bearings (2021)
Electrified efficiency: ZF offers 800-volt components for electric vehicles (11 March 2021)
Bosch introduces CVT concept for electric vehicles (12 July 2021)
Dr Raj Shah, Alexandra Przyborowski, Nathan Aragon - Electric vehicles: Special requirements and impact on future grease demand (21 June 2021)
Dr Edward P. Becker - Gear lubricants in electric vehicles (2021)
Tribology trends and challenges in electric vehicles (14 September 2020)
Lutz Lindemann - Alternatives to electrification 'politically neglected' (21 February 2020)
GKN Automotive launches strategy to make electric propulsion more affordable (16 December 2019)
Jeanna Van Rensselar - Lubrication and tribology trends (and challenges) in electric vehicles (13 July 2020)
BorgWarner develops innovative torque-vectoring dual-clutch gears for electric vehicles (6 November 2019)
Electric vehicles lubricant technology (2019)
tribonet - Tribology and electric vehicles (2019)
Jane Marie Andrew - The future of lubricating greases in the electric vehicle era (May 2019)
Hans van de Groenendaal, South Africa - Charging electric cars is not without its challenges (15 February 2019)
Dr Edward P. Becker - Lubrication and electric vehicles (February 2019)
Jeanna Van Rensselar - Electric vehicles (2019)
Total launches fluids for electric and hybrid vehicles (6 December 2018)
Minimal impact of vehicle electrification seen on lubricating greases (11 October 2018)
Lubrication electric vehicles (LnG EMEA October 2018)
Lubrication challenges of hybrid and electric vehicles (2018)
Dr Mathias Woydt - The resurgence of polyalkylene glycols (PAGs) for hydrogen combustion engines (2020)
Dr Edward P. Becker - Hydrogen internal combustion (short, 2021)
Dr Mathias Woydt - The resurgence of polyalkylene glycols (PAGs) for hydrogen combustion engines (2022)
70 percent of new passenger cars sold in 2030 will still have internal combustion engines.
The peak of ICE vehicle production is not expected until 2024, after which time the share of BEVs is projected to grow to 15 percent in 2030. By that time, though, the vast majority of the global fleet of cars–92 percent–is still expected to consist of ICE vehicles.
Schlegel und Partner, 2019
Electric and hybrid cars have some disadvantages compared to conventional cars, one of which is their much heavier weight. The battery pack accounts for a significant proportion of the extra weight. For example, the battery of a Tesla Model S weighs about 540 kg. The car itself weighs about 2240 kg, so the battery pack is 24% of the car’s mass. Fortunately, the battery pack is in the base of the car, keeping the center of gravity low, which greatly assists handling.
R. David Whitby
3.12 Gas engines
Oils to cope with different conditions in natural gas engines (2023)Infineum - Latest gas engine oil technology gains INNIO Waukesha approvals (2022)
Infineum - Field trials confirm lubricant performance in latest natural gas engines (2020)
Infineum - Multifuel lubricant technology (2019)
Shell - The care and selection of lubricants for stationary gas engine (2023)
CIMAC releases Guideline on Lubrication of Reciprocating Gas Engines (3 June 2021)
CIMAC Guideline on the lubrication of reciprocating gas engines (2021)
Functions of oils in gas engines
Lubricating natural gas engines
Grant Loveall - The importance of monitoring lubricant metal levels in stationary natural gas engine oil applications (2022)
Deposits of silica or silicates from biogas can adhere to the cylinder heads and pistons causing problems (2020)
Natural gas engine lubrication and oil analysis
Gas engine oil analysis: what does the TAN/TBN crossover really mean?
Learn Oil Analysis - What do TAN and TBN mean (2018)
Generation using gas-fuelled engines
Peter Harteveld - Gas engine oil for biogas applications (2021)
Causes of nitration in engine oil
Cummins issues new NGEO specification CES 20092 (2018)
Petro-Canada Lubricants launches new and improved DURON GEO (2019)
Nitration is the degradation of oil in the presence of nitrogen compounds. Nitration is a common mode of gas-engine lubricant degradation. It is a particular problem with higher temperature 4-cycle engines. Nitrogen oxides are typically formed during fuel combustion. These nitric oxides react with water to form nitric acid. The formation of nitric acids can lead to a corrosive environment to exposed engine surfaces. Nitration also leads to the formation of deposits and sludge.
3.13 Marine engines and emergency power generation, marine lubes and fuels. Locomotives
Boris Kamchev - German Navy engine breakdowns (2013)Chevron Oronite passes Main No Objection Letter test from MAN (20 April 2022)
Very low sulphur marine fuels - quality concerns, shelf life (2021)
Combatting the stability issues arising with very low sulphur marine fuels (2020)
Sediment concerns in marine fuels (2020)
Harriet Brice - Ammonia as a future fuel for maritime shipping (2023)
Managing waxy marine fuels (2020)
Chevron Marine Lubricants' white paper with findings how ship operators manage the transition from high-sulphur fuel oil (HSFO) to very low-sulphur fuel oil (VLSFO) (2020)
Lubrizol - Marine very low-sulfur fuel oil challenges (2020)
Castrol announces Cyltech 40 XDC (eXtra Deposit Control) marine cylinder oil (2023)
Infineum - A spin test for marine fuel quality (2022)
Ian Bown, Harriet Brice - Lubricating marine engines in the era of low-sulphur fuels (2021, might require registration)
Marine diesel engines
MAN strategy to raise the performance level of cylinder oils by dividing them into two performance categories (2021)
The Wärtsilä RT-flex96C, the world’s largest and most powerful diesel engine in the world today. Built in Finland, the RT-flex96C’s fourteen cylinders can deliver 80080 KW of power or enough to power an entire suburban town. The engine weighs 2,300 tons, stands 44-feet tall and is 90-feet long. In 2006, the Wärtsilä RT-flex96C engine was installed and finally set sail on the Emma Mærsk, a cargo ship that can carry 11,000 20-foot shipping containers at a breakneck speed of 31 knots.
{kind=link}
Total Lubmarine launches Talusia Optima cylinder lube
Environmentally friendly lubes for marine use (2017)
Group II base oils in trunk piston engines (2017)
Marine engine cylinder oils (2017)
Chevron Marine Lubricants to phase in Taro Ultra oils in 2019
Croda launches range of non-sheening base fluids (2020)
Dr Raj Shah, Dr Najeeb Kuzhiyil, Dr Jerainne Heywood, Mrinaleni Das - The evolution of locomotive lubricant specifications (2023)
British diesel locomotive engines use SAE 15W-40 engine oil in diesel locomotives for more than 30 years.
3.15 Jet engines and gas turbines
Edward Barnes - Commercial aviation lubrication (2018)Wikipedia - Gas turbines
Hydrogen substitution for natural gas in turbines: Opportunities, issues, and challenges (2021)
GE turbine selected for H2, gas-fired Tallawarra plant in Australia (16 June 2021)
Mike Rycroft - Hydrogen as a fuel for gas turbines (page 33, April 2021)
Berly McCoy - The future of jet engine lubrication (2021)
AeroShell Turbine Oil 500
Mobil Jet Oil 387
Mobil Jet Oil 387 gets approvals from GE Aviation (2018)
Mobil Jet Oil 387 gets approvals for Rolls-Royce Trent 700, Trent 800, RB211-524 and RB211-535 engines (2016)
Mobil Jet Oil 387 gets approvals from Pratt & Whitney for TM 1500G engines (2017)
Mobil Jet Oil 387 gets approvals from Pratt & Whitney for PW1100G-JM and PW1400G-JM engines (2017)
Mobil Jet Oil 387 gains new approval with GP7200 engines (2017)
General Electric approved French company Nyco’s Turbonycoil 600 synthetic turbine oil for use in General Electric CF6 engines, which power multiple aircraft applications, like the A330 and GE9X for the new B777X program. The GE9X will be the world’s biggest turbofan engine.
(July 2023)
3.16 Automotive gear oils for manual gearboxes and final drives
Infineum - New opportunities as continuously variable transmission fleet grows (2023)Dual clutch transmissions multi-vehicle service-fill fluids (2023)
Castrol introduces new gear oil for dual-clutch transmissions (2023)
Morris Lubricants updates formulation for off-highway gear oil (2023)
Wikipedia - Gear oils
Widman - The difference between GL-4 and GL-5
Stephen Swedberg - API to retire GL-4 spec (2010)
Lubrizol - API GL-5
Manual transmission oils - is thinner really better?
A new level of performance: China GL-5 PLUS
ZF - Lists of lubricants
ZF has updated its lists of approved lubricants (2018)
Gear oil additive package Afton HiTEC 343
Magnetic plugs in dozer final drives
Used oil analysis determines the oil change interval in a big gearbox (2017)
Advances in manual transmission design and lubrication
How Haldex All Wheel Drive (AWD) works (video, 2017)
Q: What manual transmission oil does the 2019 Toyota Yaris take?
A: Toyota’s own 75W fluid, in reality is a synthetic SAE 75W-85 viscosity with the newer non-sulfur/phosphorous additive technology.
If you put thicker oil in it, or one with the sulfur/phos additives, you will ruin it.
Richard Widman
3.17 Limited slip differentials
Wikipedia - Limited slip differentialCastrol - Limited slip gear oil
Mobil - Limited slip gear oil
Doctoral theses: Wet clutch tribology - Friction characteristics in limited slip differentials
3.18 and 3.19 Eaton (form. Fuller) and ZF-FreedomLine, Caterpillar
Eaton Approved Lubricant Suppliers TCMT0020 EN-US, March 2015Eaton revises its lubricant suppliers list (2018)
Eaton lubricant suppliers list (2020)
Roadranger SAE 50 Synthetic Transmission Lubricant
Eaton - "Genuine Roadranger" and other lubricants
Cognis Emgard 2979 SAE 50
Cognis Emgard 2979 SAE 50
ZF-FreedomLine manual - select page 11
Chevron launches synthetic lubricant for final drives and axles (2022)
Caterpillar final drive and axle fluid requirements (2001)
Caterpillar revises its machine fluids recommendations bulletin (2017)
Caterpillar machine fluids recommendations (2017)
Barloworld - Caterpillar fluid specifications and recommendations
3.20 Allison
Chevron - Meeting the Allison TES 668 Standard for automatic transmission fluids (2021)Allison transmissions - Click on Fluids
Allison fully automatic transmissions for road use
Allison vocational model guide
Allison oil analysis test recommendations
Transmission fluids meeting Allison TES 668 are backward compatible with TES 389 and TES 295. They are manufactured with synthetic base oils and state-of-the-art additives, building and improving on the proven performance of TES 389 and TES 295 fluids.
3.21 Total Acid Number (TAN)
Wikipedia - Total Acid NumberTestOil - Acid number test key to determining lubricant condition (2022)
Learn Oil Analysis - What do TAN and TBN mean (2018)
Oelcheck - NN (neutralisation number) or AN (acid number)
Acid number tests
Parker Kittiwake - General information regarding AN
3.22 Automatic transmission fluids (ATF)
Leandro Benvenutti - New transmission fluid challenges (2020)Mary Beckman - Today’s automatic transmission fluids (2019)
Gearboxes and transmissions
How torque converters work (video)
Wikipedia - Automatic transmission fluid
Facts about automatic transmission fluids
Types of automatic transmission fluids
ATF types (7.5 Mb, 2017)
ATF types (7.5 Mb, 2017)
ATF labels face a rewrite (26 July 2017)
Discussion: JASO-1A
Mobil's six automatic transmission fluids
Castrol automatic transmission fluids
Automatic transmission flushes (video)
3.23 Farm equipment oils, UTTO, STOU
Lisa Davis, Matthew Bentley, Denis Gryazev - Impact of the Stage V off-road emissions standard on agricultural engine lubricants (2020)AMBRA lubricants for New Holland (2016)
Vishnu Sarma - Comparison of New Holland CNH 3505 and CNH 3525 (2016)
Chevron Oronite launches innovative THF additive meeting new ZF spec (2020)
Transparency sought for tractor fluids (2018)
Missouri retailers ordered to stop selling John Deere 303 (2017)
Maintain a tractor
How to keep your tractor running (book)
Lubrizol - Universal tractor transmission oils
Lubrizol - Universal Tractor Transmission Oil (UTTO) additives
Fuchs TITAN UTTO - Also click AGRIFARM UTTO MP on the left
Caltex Super Tractor
John Deere developed JD 303 in 1930 and replaced it 1974. Products making exclusive JD 303 claims can no longer be tested for compliance. JD 303 was replaced with J14-B, which was then replaced in 1978 with J20-A. John Deere has declared all of those specifications obsolete and has two current specs – JDM J20C and J20D (which are backward compatible) – along with its genuine Hy-Gard fluid. Some lubricant marketers had continued marketing hydraulic tractor fluids labelled as meeting the 303 standard but critics have said they do not meet the lubrication requirements of modern tractors and can harm them through effects such as damage to the spiral gear in the final drive and causing excessive wear in the planetaries.
September 2020: Oronite has achieved an important milestone by achieving one of the first approvals of a tractor hydraulic fluid (THF) additive offering that meets the new ZF TE-ML 05E specification.
3.24 Brake fluids and coolants
Polaris - Coolant analysis (webinar, zip file, 2021)Wikipedia - Brake fluid
Federal Regulations, Title 49, §571.116 - Standard No. 116: Motor vehicle brake fluids
Paul Fritz - Engine coolant basics (2006)
Shell - Engine coolants: Selection and maintenance (2022)
Valvoline launches new coolants technology - for VW and BMW (2021)
Chevron Cool Tools kit (4' video, 2022)
For belt-driven power steering, the oil viscosity is ISO VG 32, the electric-hydraulic systems use a fluid that is about half that viscosity.
REVISION 2
Answers to REVISION 2 (link)5. Lubrication conditions, EHL, anti-wear, EP
David Wedlock - Base stocks carry the load (2015)Lubrizol - Lubricant fundamentals 1 (video)
States of lubrication
tribonet - Hydrodynamic lubrication (2017)
Wikipedia - Hydrodynamic lubrication
Lubrication
Lubrication regimes
At pressures above about 3000 psi (200 bar) there begins a significant increase in the viscosity of mineral oils. At 5000 psi (350 bar) the viscosity of a typical Group I base oil is approximately double its viscosity at atmospheric pressure. At higher pressures, the rate of viscosity increase accelerates and at very high pressures mineral oils cease to behave like liquids and tend to become waxy solids. Pressure viscosity coefficients are different for different types of oils, particularly for synthetic oils.
Kelly Jones replied to the question: "How is the lubricant film of the axial (flat) bearing formed?"
The wedge exists because of the relative motion of the surfaces, and the viscosity of the fluid. Intuitively, if the two surfaces experience a normal force,
one would not expect a separating force and the fluid should be squeezed out. In reality, the shear forces (due to the relative movement and viscosity) create the “wedge”
and the subsequent build up of pressure in the fluid which causes the separating force.
Elastohydrodynamic Lubrication (EHL) theory
Timken - The right thickness of lubricant
How temperature impacts oil condition
The effects of temperature on lubricants (2007)
EHL with greases
How lubricants combat friction and wear (2012)
Friction modifiers
Friction modifiers (2015)
Sanya Mathura - Antiwear additives: types, mechanisms, and applications (2023)
Dr Bridgett Rakestraw - Extreme pressure/antiwear additives and friction modifiers (2018)
Jeanna Van Rensselar - Extreme pressure/antiwear additives and friction modifiers (text only, 2018)
Wikipedia - Extreme pressure (EP) additives
Dr Neil Canter - Extreme pressure additives
Arnold Shugarman - Monitoring active sulphur in EP gear oils (2003)
Jeremy Wright - The role of Extreme Pressure additives in gear oil (2011)
Dr Yulia Sosa - Extreme pressure and antiwear additives in rolling bearing lubrication (2021)
Limitations of EP additives
The effects of EP additives on worm gearboxes (2012)
The danger of EP additives on worm gearboxes (short video, 2018)
Elco extreme pressure additive
A novel definition, different from previous efforts, by Noria for so called "film strength":
Film strength can be described as the lubricant’s ability to lessen the effects of friction and control wear by means other than the film thickness. As mentioned, the viscosity is the primary contributor to film thickness during hydrodynamic and elastohydrodynamic lubrication.
When the base oil viscosity is insufficient to overcome metal-to-metal surface contact, the base oil and additive chemistry work together to create a surface protection mechanism. During these boundary conditions, boundary lubrication is also influenced by the chemical and physical properties of the mechanical surfaces and any contributing environmental factors.
Petr Vavruch:
Even the new definition does not describe "film strength" properly. It can't. There is no test method to measure it.
I can accept the term only in the negative sense: if there are air bubbles or drops of water in the oil, the oil loses "film strength".
See the following articles:
Bennett Fitch - The importance of lubricant film strength (2017)Film strength and load carrying capacity of lubricating oils (1958)
Solid lubricants
Jane Marie Andrew - Solid lubricants (2019)Solid-film lubricants
Jane Marie Andrew - Expanding the repertoire of solid lubricant molybdenum disulphide (2021)
Wikipedia - Molybdenum disulphide
Dr Vincent Gatto - Effective use of organomolybdenum additives in lubricants (2018)
IMOA - Molybdenum sulphur compounds in lubrication
Climax Molybdenum - Molybdenum disulphide in lubricant applications
High temperature graphite bearing lubricant
Metal sulfite, or Molybdenum disulfide (MoS2), is widely used as an additive in solid lubricants because of its low friction properties and robustness. However, at low loads or resistance, it shows excessive wear and higher friction.
Graphite is a good solid lubricant in humid air, but it loses the efficiency in dry conditions.
Using composites with a metal matrix and graphite particles takes advantage of self-organization to provide solid lubrication, says materials scientist Pradeep Rohatgi at the University of Wisconsin-Milwaukee. For example, a bearing made out of copper or aluminum contains particles of graphite embedded in the surface. As the surface of the bearing wears down, the graphite smears, forming a film of graphite. The exceedingly low coefficient of friction corresponds to graphite, not the metal the tribofilm is sandwiched between.
Mica, talc and molybdenum disulfide also are possible solid lubricants, but graphite is the most popular because it is the cheapest and has the lowest friction coefficient.
Graphene, nanomaterials, 2D solid lubricants
Graphene, a recently discovered material, is defined as a form of elemental carbon composed of a single flat sheet of carbon atoms arranged in a repeating hexagonal lattice. This lacy, honeycomb-like sheet of carbon atoms — essentially the most microscopic shaving of pencil lead you can imagine — is not just the thinnest material known in the world, but also incredibly light and flexible, hundreds of times stronger than steel, and more electrically conductive than copper.
The latest research interacts (a) molybdenum disulphide with nano-diamond particles on one surface and (b) a diamond-like carbon (DLC) surface on a ball to determine if superlubricity could be detected in a similar manner to graphene. It works by breaking moly and creating a onion-like carbon structure.
Ground breaking research initiatives are also pointing to the use of ‘Graphene’ as a lubricant additive to enhance two-wheeler and automotive performance.
Lubricant technology is the primary technology to resolve frictional wear and tear of automotive machinery and improve the serviceability of equipment.
It has been seen that when graphene is used as a lubricant additive, lubricant performance goes through significant improvement.
Graphene as an additive prevents direct contact between rough sliding services. Similarly, nanoparticles have made their entry into the automotive and two-wheeler industry as lubricant additives.
Flake nanoparticle additives like graphene and graphene oxide are garnering global attention due to their enhanced anti-wear, mechanical and stable chemical properties.
Copper nanoparticles are also being seen as an innovative additive for the next generation of lubricants. Nano-copper is particularly proficient in handling very high impact mechanical work.
The relevance of Nano-copper due to its anti-friction properties are being seen as an astute strategy by key market players who are keen on exploiting its benefits.
Yogesh Sengar
Andrea R. Aikin - Solid lubricants and solid lubricant coatings (2023)
Aubrey Burrows - Developments in lubrication efficiency through nanotechnology (2020)
Diana Berman - Nanostructured materials for tribological applications (2022)
Researchers at an Austrian university have found lubricating properties in a two-dimensional nanomaterial (27 April 2021)
Dr Raj Shah, Dr Steve Nitodas, Isaac Kim - Nano-additives show promise in reducing friction and wear (17 March 2021)
Nanopolishing for surface perfection
Graphene-based nano-lubricants
Nano-technology improves bearing performance
Jeanna Van Rensselar - 2D MXenes: Solid lubricant additives with tunable mechanical properties (2022)
Angus Macdonald - Solid additive for enhanced open gear lubricants, ALMASOL (2015)
6. Industrial gear oils
Manoj - Tribology of gears (short, 2023)What you need to know when selecting gear oils (2006)
Wikipedia - Gears
Industrial gear oils in 2016
Gear drive lubrication performance improvements (page 18, 2018)
Lubrication of gears
David Hobson, Daniel O’Meara - Consider the benefits of synthetic industrial gear oils to extend drain intervals and protect your gearboxes (2022)
John Sander - Selecting gear lubricants
John Sander, LE - Selecting gear lubricants (pdf)
Tim Cooper - Selecting the right industrial gear oil (2008)
Precision gear lubrication
Roymech - Gear lubrication
Trends in industrial gear oils (2008)
Formulation challenges for industrial gear lubricants (2018)
AMSOIL - DIN 51517 Part 3 (CLP) update (2010)
Klüber - Common industrial gear oil specifications (short)
Gear drive lubricants
Lubrication selection for enclosed gear drives
Trends in industrial gear oils
Maximising gearbox performance
FZG test description (Shell Tellus S)
LE - Improving gearbox lubrication by oil analysis condition monitoring, FZG machine
Gear lubrication - Gear protection also at low oil temperature
Troubleshooter’s guide to gear drives
Lubricant problem in an industrial gear drives (2019, includes two contributions by Petr Vavruch)
Changing bad gear oil habits (2016)
Monitoring large particles in gear oils
Flushing methods (Solving recurring oxidation problems)
Articles by Lawrence G. Ludwig
GEAR Solutions - Articles
Xtek - Technical papers - select gear terminology
SPX Cooling Technologies - Evolution of cooling tower gearboxes (2018)
Improving anti-rust property of EP industrial gear oil (sale offer)
Petr Vavruch, Philip de Vaal - New industrial gear oil: focus on EP performance
Impact of gear tooth surface roughness and advanced coatings on effective gear tooth friction coefficient (2017)
SEW-Eurodrive - Equivalents - Pages 185-6
ExxonMobil - Energy efficient industrial gear lubricants (2013)
Lubrizol - Developing an energy-efficient industrial gear oil (2017)
Shell Omala grades
TOTAL gear oils
Idemitsu TDF continuously variable transmission oil
Lubricating with FlexGear
Coupling lubrication and maintenance requirements (2002)
Grease-filled gearboxes (links)
In gear contacts, low surface roughness and thin oil films produce much less wear than high surface roughness and thick oil films. Properly "running in" a new gear unit can play a critical role in reducing surface roughness.
Overfilling a gearbox sump can be just as damaging as underfilling. Overfilling may cause air entrainment and foam, overheated oil, and leakage due to overflow. Over time, oxidation may also occur due to increased temperatures and exposure to air.
Micro-pitting, wind turbines and using synthetics in gears
Michael P. Barrett, Justin Stover - Understanding oil analysis: How it can improve reliability of wind turbine gearboxes (2013)Steffen Nyman, Morten Henneberg - Monitoring wind turbine gear oils with online sensors (2023)
Andrea R. Aikin - Bearing and gearbox failures: Challenge to wind turbines (2020)
Riya Veluri - Wind turbine lubrication (2023)
John Coultate - What’s the next big thing in wind turbine monitoring? (2023)
Dr Harpal Singh - Wind turbine reliability and life extension (2021)
Martin Vincent, Stephen Steen - Improving wind turbine fleet management with in-line wear debris detection (2021)
Dr Nancy McGuire - Greases for slow and steady wind turbine bearings (2021)
Jane Marie Andrew - Fundamentals of wind turbines (2019)
Schaeffler - Wind turbine
Schaeffler - Spherical roller bearings (2018)
Micropitting
Martin Vincent, Stephen Steen - Improving wind turbine fleet management with in-line wear debris detection (2021)
Stopping micropitting by using the right lubricant
Micropitting in wind turbines
Preventing micropitting and surface fatigue
Lubrizol - Meeting micropitting and materials compatibility challenges
Klüber - Synthetic gear oils (2018)
Klüber - Gear lubrication: Stopping micropitting
The effect of the surface roughness on micropitting
Proper lubrication is key to wind turbine longevity
Choosing the right wind turbine lubricant
Extending gear life with synthetic lubricants
Dennis Lauer - Synthetic gear oil selection (2001)
Choosing between synthetic Lubricants and conventional oils
SAE - Traction coefficient measurement
Ashley Crowther - The extreme ends of turbine condition monitoring (2022)
Klüber - Lubricating gears with synthetic oils
Klüber - Specialty lubricants for optimum operation
Castrol Tribol GR brochure (2021)
Mobilgear SHC XMP 320 in wind turbines
Shell Omala S4 GX 680
Castrol Alpha SP gear oils (2012)
Total Carter SH
Should you use synthetics? (links)
In addition to requiring oils to meet DIN 51517-3, Siemens MD requires an FVA 54 micro-pitting resistance test , dynamic foam testing and several stringent protocols for ensuring internal paint, elastomeric seal and liquid sealant compatibility.
The adequate functioning of most utility-scale conventional wind turbines depends to a large extent on the performance of the gearbox. These gearboxes transform slow speed, high torque wind turbine rotor rotations to the higher speed required by the generator, which converts the mechanical power to electricity. They are typically configured to have planetary gearsets and bearings that require special attention due to their extreme operating conditions and high lifetime expectations. The wind turbine gearbox is the most critical component in terms of high failure rates and down time and 76% of gearbox failures are bearing-related and mostly due to high-speed shaft and intermediate-speed bearing axial cracks.
Steven Lumley, WearCheck
6.1 Worm gears (PAG)
Guidelines for selecting gearbox oil (short, 2018)This is a surprisingly bad article.
The first, essential, question, completely ignored, is what gearbox it is. If it has worm gears (like in the picture), you MUST NOT use EP formulation. If you do, you might expect "increasing wear issues". If it is slow, it is likely to be a worm gearbox.
The picture is bad in itself, it is not a heavily loaded gearbox.
The second question is whether a good quality oil is used. A good ISO VG 680 oil at 52 °C will not be "dropping viscosity" unless you top up with wrong oil. A good mineral oil would be OK if it is not a worm gearbox.
In spur and helical gearboxes, synthetics are necessary only at temperatures above 90 °C. As mentioned, PAO is easier to use. However, it is WRONG to advise that flushing is not necessary.
You do not get pure PAO. It probably contains some ester to prevent additives dropping out. Ester will clean the machine that previously used mineral oil. That will clog the filter.
Seals are mentioned. PAO is happy with seals used with mineral oil. BUT if the machine is old, the seals are worn and might start leaking with PAO because PAO might not expand them as much as the mineral oil would.
For worm gearboxes, PAG is far superior to anything else. You don't need a heavier viscosity. In fact you usually use a lower viscosity PAG than you would with mineral oil.
If you don't use PAG, you should use the 150 year old formulation of steam cylinder oil with 5% lard in it.
I don't see a need for a cooling system.
Worm gear lubrication
Bennett Fitch - The right way to lubricate worm gears (2016)
Klüber - Improving energy efficiency with proper gear oils
Klüber - Gear oils based on polyglycols
PAGs perform better in worm gears
Reducing wear particle generation (filtering and using PAG)
Roymech - Worm gear theory
The ins and outs of worm gears
Worm gears, also Misaligned - Scroll down
Avoiding worm gear problems
The effects of EP additives on worm gearboxes (2012)
Limitations of EP additives
The danger of EP additives on worm gearboxes (short video, 2018)
6.3 Open gears
Dr Nancy McGuire - Open gear lubricants evolve slowly but surely (2022)Berly McCoy - Choosing the right open gear lubricant (2019)
Lubrication of open gears
Lawrence G. Ludwig - Applying open gear lubricants (2009)
Philip de Vaal - Open gear lubrication
Shell Malleus GL 3500
Castrol Alpha SMR Heavy open gear lubricants (2015)
Lower wear is achieved with spray lubrication compared to dip lubrication. Graphite is known to promote abrasive wear.
Gear failures (Beyond the scope of the book)
Berly McCoy - Modeling tools for gear design and failure prevention (2021)Gear failures
Mary Beckman - Gear failure analysis (2019)
Rexnord - Failure Analysis • Gears – Shafts – Bearings – Seals (1978)
Gear failure causes (short)
Analyzing gear failures (2012)
Bob Errichello, Jane Muller - Analyzing gear failures (2001)
Recognizing gear failures
Bureau Veritas - Case study: Gear oil laboratory tests, water contamination (2017)
When receiving a new or reconditioned gearbox, open the drain plug and pump fresh oil through the system. This removes any contaminants that might not have been cleaned out during a rebuild or from a new machine. This will ensure your critical equipment has a better chance of reaching its life expectancy rather than coming to a grinding halt because of unforeseen contamination.
Surface finishing impacts how gears mesh in a mechanism by causing a build-up of tooth thickness. Not accounting for dimensional changes that may occur during surface finishing, case hardening or heat treatment can lead to poor performance and gear train failure.
Chain and wire rope lubrication (Beyond the scope of the book)
Harshvardhan Singh - Understanding chain drive friction wear and lubrication (2023)Red Line Synthetic Oil launches new chain lube (2020)
Jeffrey E. Turner - Improving oven chain lubrication (2017)
John L. Wright - Chain lubrication in drives and conveyors (2002)
LE - Chain lubrication
Advice for chain lubrication
Bearings, Belts and Chain - Care and maintenance of rolling element bearings
Bearings, Belts and Chain - Articles
Lubrication of high-temperature chains
Improving oven chain lubrication
Rotalube chain lubricators
R. David Whitby - Lubrication of wire ropes (2020)
Lou Honary, John Sander - Lubricants for wire ropes (2015)
Jeffrey E. Turner, Christopher Barnes - Wire rope lubrication (2002)
Lubricating wire ropes (short video)
Advice for lubricating wire ropes
Best lubrication methods for wire rope applications
Marine wire rope lubricator
Viper wire rope lubricator (video)
Viper wire rope lubricators
Ducati calls for he chain to be cleaned and lubed every 1000 km. Also adjust your chain. Every time you clean, check the slack and adjust as needed.
Wire ropes used in industrial and mining applications wear from the inside out. The individual wires that make up the cable bundles slide and rub against one another as the cable turns around the sheave and drum. Cables are generally lubricated during the manufacturing process. However, the "initial fill" lubricant injected between the wire fibers during manufacturing is quickly squeezed out once the cable is placed under load.
The lubricant should be replenished promptly after first use to assure that the exterior and interior surfaces remain coated with an oil film. Pressurized lubrication collars can be most helpful in accomplishing complete coverage while minimizing waste.
7. Greases (also 7.3, 7.5 and 7.7)
Grease life is not only determined by the operating conditions and bearing type. The grease type and grease quality are also very important. A good grease has a stable consistency, good shear stability, favourable bleeding and flow properties, and good boundary lubrication, including lubricity properties. The base oil viscosity should also be favourable for the speed and temperature.
TestOil - Grease fundamentals and analysis (webinar, zip file, 2017)
Keys for proper grease selection (2018)
Jeanna Van Rensselar - Future of greases (2023)
E.R. Booser, Michael Khonsari - Systematically selecting the best grease for equipment reliability (2007)
Jeremy Wright - Grease basics (2008)
Ray Thibault - Grease basics (2009)
5 grease products from FUCHS gets HPM certification from NLGI (2022)
Red grease, blue grease: what does grease colour say about grease? (short, 2013)
Dr Anoop Kumar - Never judge a grease by its colour (2016)
Aesthetics in lubricating greases (2018)
Harshvardhan Singh - A beginners guide to grease (2021)
Chuck Coe - Myths about lubricating grease (2021)
NLGI High-Performance Multiuse (HPM) grease specification (2021)
NLGI HPM grease specification booklet (2020)
Marc Oosterlinck about greases (2021)
Dr Nancy McGuire - Greases for slow and steady wind turbine bearings (2021)
Mary Moon - NLGI unveils new grease specs (2020)
Rich Wurzbach - 7 steps to trouble-free grease lubrication (2018)
InterflonUSA - What is the difference between oil and grease? (2018)
Wikipedia - Grease
TLT - Grease manufacture (2017)
Richard Beercheck - Formulating high-temperature greases (6.4 Mb, 2015)
Grease additives
Dr Gareth Fish - Grease additives (2015)
TestOil - Grease fundamentals and analysis (webinar)
Grease construction and function
Mobil - Grease: Its components and characteristics
Calculating grease quantity, frequency
Different types of grease
Chapter in a book: Greases
Understanding lubricants Part I
Discussing greases - Scroll up!
Shell - Presentation for the mining industry
SKF - Understanding grease technical data
Grease selection (2018)
Dr Nancy McGuire - Selecting lubricating greases: What you should know (2017)
Mystik - Grease selection (video, 2017)
Timken - Selecting greases
Consider consistency when selecting grease
Step-by-step grease selection (2005)
Application is key in grease selection
Mystik - How harsh environments affect grease life (2022)
Greasing a 5th wheel (2021)
Correct Jost 38C fifth wheel greasing procedure (2017)
Selecting a high temperature grease
High temperature grease guide (2002)
Choosing a high-temperature lubricant
Choosing a high-speed grease
Nicolas Samman - Grease cleanliness: How clean should grease be? (2003)
Biobased greases (2014)
Mary Beckman - Can you grease a squeaky railroad wheel and still stop a train? (2019)
Low-noise greases (2012)
Food-grade greases
STLE - Grease volumes and frequencies
Machinery lubrication - Articles about greases
Mobilgrease XHP 222 receives NLGI HPM Grease certification (2021)
TOTAL greases
Castrol Tribol GR brochure (2021)
TLT - Grease problems and solutions (2019)
UE - Bearing inspection and lubrication
Grease analysis (links)
Grease thief for taking samples
Bearing grease tests (video, 2020)
Devin Jarrett - 4 grease tests for centralized lubrication systems (2017)
Badass Grease - Key grease tests for selecting a heavy-duty grease (2022)
Testing grease consistency with rheometer (2015)
ASTM D3527: Are we using the right system to measure the life of a wheel bearing grease? (2018)
Noria - Grease colour (short video)
Des-Case - Proper lubrication for greased bearings (Centralized application systems)
Storing grease to avoid bleeding
Jim Fitch - Grease dry-out: causes, effects and remedies (2011)
Mehdi Fathi-Najafi, Ameneh Schneider, Jinxia Li - The impact of viscosity of naphthenic oils and extreme-pressure additives on lubricating greases (2021)
Lisa Tocci - Is your grease an explosive risk? (2007)
Where grease is handled in a dispensing system, the grade chosen may be related more to the capabilities of the system than to the requirements of the application. In service, consistency differences are important. Consider, for example, the use of grease in a gear case. The grease should be carried into the meshing gear teeth, which are thus kept covered with lubricant. If the grease is firm, the gear teeth may cut a channel through the grease and run dry, causing damage to the teeth. Unless operating temperature is high, therefore, soft-to- semifluid greases are ordinarily recommended.
In ball or roller bearings, carrying grease to the rolling elements is considered undesirable, because that grease will churn, soften, heat up, and work its way out through the seals. Thus a common recommendation for a ball bearing is to have the bearing space only about one-third full of grease of firm consistency - often NLGI No. 2. If the bearings support a vertical shaft, the grease had best be still firmer - probably NLGI No. 3.
The bleeding rate, which is the bleeding per unit of time, should ideally somehow match the starvation rate. In the beginning of bearing operation, the lubricant film will be relatively thick and no additional feed of base oil is required. A too high bleeding rate will exhaust the grease at an early stage, leading to short grease life. If the bleeding rate is too low, the contacts will starve rapidly, leading to early damage.
When using automatic grease lubricators that are set for several months, draw a line and record the date at the level of the lube during each weekly inspection. This allows you to instantly spot a plugged or faulty lubricator.
Large, abrasive particles in grease may be more damaging than the same particles in oil because once the grease is applied, no opportunity exists for the contaminant particles to be removed; whereas in oil, the particles may be quickly removed by filtering. The particles in a grease sample may be scrutinized by dissolving the grease with a suitable solvent and then preparing a ferrogram. A mixture of toluene and hexane is effective at dissolving many commonly available greases.
Applying a nice, thin layer of grease to sliding surfaces such as boom slides, crane outriggers or any sliding surface can be a problem. By using a regular paint roller of whatever size fits your application (2-inch, 4-inch, etc.), you have the ability to roll a nice, thin coat of grease on the area instead of all over yourself. Paint-roller pans work great and are available with snap-on covers to keep grease clean until you need to use it.
Al Allen
Store grease containers vertically, not on their sides. This will minimize the amount of oil loss from bleeding, keeping the containers and storage area in better condition.
Grease guns and systems (Beyond the scope of the book)
Before installing grease into a new grease gun, consider disassembling the gun and cleaning it thoroughly. I have found metal shavings numerous times in different brands of new grease guns. The metal shavings appear to be from the manufacturing process of the grease gun.
John Flynn, RJ Reynolds Tobacco Co.
Purge regreasing (2023)
Regreasing a bearing (2023)
Regreasing an electric motor (2023)
Riya Veluri - Grease gun (2022)
Bennett Fitch - Better greasing practices (webinar, 2021)
Rich Wurzbach - Strategies for overcoming gravity’s impact on grease (2018)
Jerry Shew - How to operate a grease gun safely (2014)
Grease guns
Bennett Fitch - The grease gun: Applications, uses and benefits (2013)
Grease gun best practices (2012)
What should we consider before purchasing a grease gun (short)
Adding grease: Know when it's enough (short, 2011)
How to calibrate new grease guns (short, 2018)
The benefits of ultrasonic grease guns
SDT Ultrasound Solutions - Ultrasonic grease guns
Ludeca - LUBexpert ultrasound grease guns
UE- Ultraprobe 401 digital grease caddy
Ultrasound Solutions - LUBExpert re-lubrication tool (2017)
Wes Cash - Single point lubricator buyers guide (2020)
Brad Jeffries - Centralized grease lubrication systems (2005)
Heinz Bloch - Lubrication best practices (2019)

Most of us clean the coupler and even waste the first couple pumps of grease to push out any debris before using a grease gun for the first time. Until recently, I did not pay much attention to the inside of a new grease gun. I discovered that the barrel and rubber plunger can be contaminated with dust, metal filings and other debris from the factory. (Five of five new grease guns from two different manufacturers were dirty inside.) Now I clean them before putting them in service.
Jerry Baker
Store tubes of grease vertically, not on their sides. This will minimize the amount of oil loss from bleeding, keeping the containers and storage area in better condition.
7.1 and 7.2 Grease thickeners, polymers and compatibility (below)
ThickenersDavid Turner - Grease manufacturing: Chemistries and processes (2017)
Calcium-based and also Hybrid salicylates (2021)
Dr George S. Dodos - Calcium sulphonate developments (2020)
Andrea A. Aikin - The art of manufacturing grease (2020)
Paul Shiller - Grease chemistry: Thickener structure (2017)
Polyurea greases may offer advantages for electric vehicles (2023)
Axel predicts lithium greases will wane (2022)
Spotlight on greases (2021)
Liwen Wei, Novitas - Quantum leap in the manufacturing of polyurea grease (2020)
CHEMTOOL - Grease thickener characteristics (2020)
Chevron FM grease does not perform as well as conventional greases in terms of rust protection (2008)
Roberto Saruls - Transition to calcium sulfonate greases (2021)
D. S. Nag - Calcium sulfonate greases can be an answer to water issues (2017)
Grease industry trending toward calcium (2 January 2019)
Why certain greases are more popular (2018)
Castrol - Grease thickeners
Dr Anoop Kumar - Choosing a multi-purpose grease: Lithium complex or calcium sulphonate (2014)
Advantages of using polyurea grease (short, 2018)
Polyurea greases (2014)
Anhydrous calcium is already in use in several segments, such as marine, agriculture, forestry, off-road and is also suited for use in [environmentally acceptable] and food-grade applications. The thickener is characterized by high resistance to water, good low-temperature rheology, high shear stability and high adherence to surfaces.
Greases made with calcium sulfonate complex thickeners and polyurea greases are both well-suited for applications with high speeds and can tolerate extreme loads and high temperatures, and have high resistance to water and dirt.
Dennis Eijdenber, Axel Christiernsson
For electric motor and other fill-for-life type applications, suitably modified lithium greases may still be successfully used; however, polyurea-based greases seem to be the preferred choice.
For long and fill-for-life type applications, polyurea-based greases have an edge over other technologies. However, for heavy-duty industrial applications, calcium sulfonate-based greases generally stand out.
Calcium sulfonate can be a potential replacement for lithium greases, and can even outperform most lithium products, except for very low temperatures and very high speed/high temperature bearing applications. Sulfonate greases can offer enhanced corrosion protection and improved mechanical stability in wet conditions when compared to lithium products. He says that a transition has been observed over the last several years to the use of these alternatives to lithium grease.
Anhydrous calcium grease at medium temperatures and sulfonate calcium complex grease at higher temperatures can replace lithium greases. Calcium sulfonate complex grease has better extreme pressure function, antiwear (AW) characteristics and antioxidant (AO) particularity than lithium greases. However, with so much thickener in the mixture with correspondingly less oil, this may result in poorer lubrication.
Andrea R. Aikin
Polyurea greases have excellent oxidation resistance because they don't contain metal soaps such as calcium, lithium, etc., which are pro-oxidants to varying degrees. Therefore, they are widely used in lubed-for-life bearings.
Aluminum complex grease accounts for only 3 percent of total global grease production.
But aluminum complex grease could bring performance benefits in selected performance areas, including a high dropping point, excellent water resistance, good shear stability, very good oxidation stability, excellent pumpability, chemical resistance, non-toxicity and heat reversibility.
Applications where both water resistance and heat reversibility are important could include the steel, paper and automotive industries, as well as construction machinery and trailers.
Bela Toth, MOL-Lub Ltd
Aluminum complex grease are better than lithium and comparable to lithium complex. These greases can also be used as food-grade lubricants, unlike lithium or lithium complex greases.
Vijay Deshmukh
Bill Ward - Calcium sulphonate thickeners (2006)
Calcium sulphonate water resistant greases
Diurea chemical structure
Polymers in greases - Go to page 20
Infineum - Advanced polymers help grease manufacturers meet the latest requirements of high-performance multiuse grease specificationents (2022)
Dow Corning Molykote silicone-based high-temperature greases
Dow Corning - Molykote G-900X Series high-temperature (220 °C) greases (2017)
Molykote G-900X Series greases for high temperature applications (2017)
Lynne Peskoe-Yang - Factors influencing how grease performs at extreme temperatures (2020)
Axel Christiernsson - The ability of a greases to withstand, reject or absorb water
Roland Ardai, Johanna Larsson - The effect of water ingress on environmentally adapted greases (2017)
Andrea A. Aikin - The problem with judging tackiness (2020)
Grease compatibility
Sabrin Gebarin - Recommendations for mixing greases (2006)Evan Zabawski - Grease (in)compatibility: Just say 'No!' (short, 2019)
Andrea R. Aikin - Grease compatibility (2023)
Rich Wurzbach - Grease compatibility (2017)
Rich Wurzbach - The risks of grease mixing (2018)
Understanding grease compatibility
Grease compatibility
Elba - Grease compatibility
Elba - Grease compatibility
LE - Grease compatibility
Mobil - Grease compatibility
Grease compatibility and innovations (2016)
Maurice E. Le Pera - Testing lubricants for compatibility (2002)
Practical experience with grease incompatibility
When a change in grease type occurs, it is essential to test the mixture of the two greases. ASTM D6185-11 was developed to evaluate the compatibility of lubricating grease binary mixtures. This standard allows you to assess three specific performance measurements: dropping point, mechanical stability and consistency. Depending on the results, further testing may be necessary to ensure grease compatibility.
When converting from one grease to another, double check to make sure that your soap bases and oils are compatible. The short and simple way to do this is to have your supplier or an independent test lab perform a worked penetration test on a mixture of the greases. Mixing greases can change performance. More often, mixing leads to loss of consistency, but for some mixtures, hardening may occur. Mixing of greases can also result in lowering of dropping points and changes in oil bleed rate. Individual grease lubricants most often perform better than the grease mixtures.
While grease may darken due to harsh operating or environmental conditions, grease manufacturers use colour simply to identify the type of grease and to make it more appealing to consumers.
Noria
7.4 Grease lubricated rolling element bearings
Rolling element bearings (links)Mike Johnson - Grease volume and frequency recommendations (2023)
Clay Allen - Implementing best practices for motor greasing (2018)
Jim Fitch - How grease kills bearings (2003)
Right re-greasing frequency (short video)
Developing an effective motor bearing re-greasing strategy
Timken - Applying lubricants correctly
The basics of an electric motor re-grease program
Michael Weigand - Rolling bearing lubrication for critical running conditions (2006)
Diagram: Re-lubrication intervals
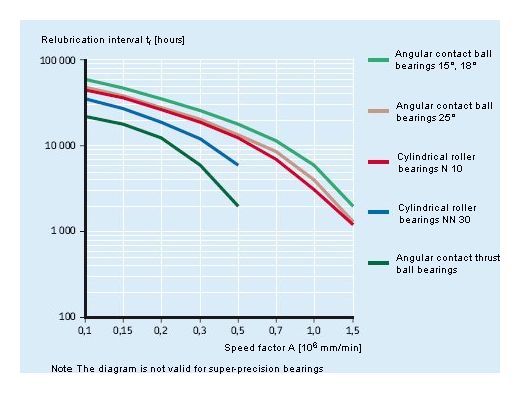{kind=link}
Electric motor bearing greasing and lubrication (2007)
Electric motor bearing greasing basics
Mobil - Guide to electric motor bearing lubrication
Initial fill grease quantity
SKF - Replenishment
SKF - Quick tool for re-lubrication calculation
SKF - Lubricator calculation program
Other SKF calculators
LubeCoach calculators
Prolonged bearing life through effective grease lubrication
Re-greasing: How grease kills
Noria - Dangers of overgreasing (2011)
Heinz Bloch - Lubrication best practices (2019)
UE- OnTrak SmartLube monitoring bearings plus automatic lubrication (55 minute webinar, 2021)
Rexnord - Greasing (contrary guidance)
Mary Beckman - Back and forth with oscillating bearings (2020)
Determining lifespan for lubed for life bearings
Grease-lubricated electric motors with grease relief valves (2017)
Stop pumping oil into bearing grease (2012)
Ultrasonic energy measurement to improve effective lubrication practice (2012)
Timken - FAQ
tribonet - What contributes to thicker grease films?
Enviropeel housing spray bearing protection
Rolling element bearings (links)
Rolling element bearing failures (links)
George Frey - Electric motors: Keep it clean, keep it dry, keep it tight (2017)
Temporary shear thinning at a high shear rate happens in greases but the base oil viscosity may be permanently reduced. This happens under extreme conditions, such as in the case of high pressure, where the viscosity is very high. These conditions occur in the EHL contacts of rolling bearings. That's why viscosity modifiers (VI improvers) should not be used in bearing (and gear) oils.
Outer-ring rotation causes very severe conditions for the grease in the bearing. The grease on the shields or covers is subjected to centrifugal forces exceeding the yield stress, resulting in the grease flowing continuously into the bearing and causing churning, heat development and high temperatures. Moreover, grease on the bearing outer-ring shoulders or seals will show accelerated oil bleeding. In the case of outer-ring rotation, the base oil/grease is easily lost, and good sealing is therefore a prerequisite.
Roller bearings require a softer grease than ball bearings (on a horizontal shaft). Angular contact ball bearings pump grease through the bearing from the small inner ring diameter side ("low side") to the larger inner ring diameter side ("high side"). In order to prevent this, ideally a stiff grease is preferred on the "low side" and a softer grease on the "high side." Vertical shaft applications require a stiffer grease to prevent grease falling into the bearing.
At very low temperatures, the tendency of grease to bleed decreases and the hardness (consistency) of the grease increases. This may ultimately lead to an insufficient supply of lubricant to the contact surfaces of the rolling elements and raceways so the normal lubricating ability of the base oil in the grease can be diminished. It will then be the grease in its totality that will lubricate. This will result in a high torque, which may cause slippage of the rolling elements and therefore wear. This point is called the low temperature limit (LTL).
When hand-packing roller bearings, wear disposable food-grade gloves. This has a two-fold effect. First, it helps keep your hands free from grease, but it also helps keep the bearing free from contaminants. Particles and chemicals on hands can lead to premature bearing failure. (Jason Throop, Sara Lee Corp.)
Advantages of oil mist systems:
In bearing applications where high contamination levels are a concern, consider converting grease lubrication systems to oil mist lubrication. Oil mist systems are slightly pressurized, helping to exclude contaminants. Use a pure mist system for rolling-element bearings and purge mist for gearboxes and journal bearings.
Noria's Machinery Lubrication I training
7.6 Grease-filled gearboxes
How not to lubricate a gearboxDiscussion: Grease for gearbox?
Mobilux EP 023
Using grease for gear lubrication
Grease-lubricated equipment should not be kept idle for long periods. The base oil in the grease could separate out and get drained from the thickener, which does not have any lubrication properties. Stop and think about all of your equipment to evaluate the potential risks of grease separation.
7.8 Grease or oil?
Can you replace oil with grease? (short)Understanding lubricants Part II
Oil lubrication vs. grease lubrication (video)
Grease vs. oil debate
Is it advisable to use grease instead of lubricating oils?
8. Bearings (also 8.2)
Tribological design guide part 1: BearingsR. Thornton et al - Bearings (the same, 5.3 Mb, 2010)
Robert Scott - Journal bearings and their lubrication (2005)
Motion - E-book: Preventing bearing failures (61 pages, 2022)
Waukesha Bearings Plus - Plain bearing failures (2021)
Michael Schilling - Wire wooling bearing failure (2014)
William Strecker - Failure analysis for plain bearings (2004)
Jim Fitch - Add oil circulation to gear and bearing sumps for greater reliability (2013)
The inner life of bearings, Part I: How lubrication really works
The inner life of bearings, Part II - Lubricant selection and application frequencies
Tips for better process pump lubrication
Is your bearing getting fresh grease? (2012)
Sleeve bearing lubrication (2001)
Wikipedia - Plain bearings
Chris Corneliussen, Kimberly Evans - Self-lubricating plain bearings (short, 2020)
VescoPlastics - Self-Lubricating bearings (short, 2017)
A case study: Plain bearing failures
Determining proper oil flow to journal bearings (2014)
Bearing materials
Paper machines, spindle oils, sugar mills, Morgan and Danieli
Stan Davies - Paper machine dryer bearing lubrication best practices (2020)Pulp and paper industry lubrication guide (2002)
Harshvardhan Singh - Paper mill lubrication / Paper machine oil (2023)
Wes Cash - Lubricating paper machines (2017)
Castrol spindle oils
Castrol Hyspin Spindle Oil E 5
Mobil Velocite spindle oils
Sugar mill bearings
Castrol - Biodegradable sugar mill lubricant
Shell Morlina S2 BA oils for Morgan and Danieli
Clean, dry oil is essential to maintain healthy equipment life and prevent shut-downs.
8.1 Rolling element bearings
Noria - Electric motors lubrication (webinar, zip file, 2014)Dan Holdmeyer - Bearings (121 Mb, 2023)
Mark Barnes - How long should a bearing last?
Wes Cash - How to select the best bearing lubricant (11' video, 2021)
Philipp Theilmann - Correct lubrication of pump bearings (2019)
David Schaljo, NKE Austria - Considerations for choosing the correct rolling element bearing characteristics (2019)
Rachel Fowler / Xiaolan Ai, Timken - Bearing fatigue life and the advantages of virtual bearing testing (2019)
Wes Cash - Understanding bearings prior to lubrication (2019)
Dr Nancy McGuire - Designing better bearings (2019)
MIT - Rolling bearings
Rexnord - Checklist: specifying bearings for beverage application
FAG - Rolling bearing lubrication
Lynne Peskoe-Yang - The fine art of bearings lubrication (2020)
Jim Oliver - Selecting the right lubricant for rolling element bearings (2015)
Klüber - Lubrication of rolling bearings (44 pages, 2011)
Klüber - Guide to proper bearing lubrication procedures (12 pages, 2017)
How rolling element bearings work
Bearing clearances and fits
SKF - Articles - Select Mechanical Maintenance (need to register)
Chris Johnson - Ten tips for proper bearing maintenance (2021)
Bearings, Belts and Chain - Care and maintenance of rolling element bearings
Bearings, Belts and Chain - Articles
Steven Katz - Five ways to prevent bearing failures (2012)
Bearing news - Articles
A 'solid' concept for bearing lubrication
Grease lubricated rolling element bearings (links)
When a properly packed bearing starts up, there will be an initial rise in the temperature while the grease disperses throughout the bearing and the housing before falling off to a steady operating temperature. If the temperature does not drop, then there is too much grease in the bearing or there is a problem with the bearing fit.
Rolling element bearing failures (Beyond the scope of the book)
Dr Yulia Sosa - False brinelling: An increasing type of a rolling bearing wear (2023)Motion - E-book: Preventing bearing failures (61 pages, 2022)
Chris Wilson - 12 reasons why bearings fail (check list, 2015)
Tom Murphy - Predictive lubrication: Which bearings will benefit from correct lubrication today? (2017)
ISO 15243: Bearing damage classification
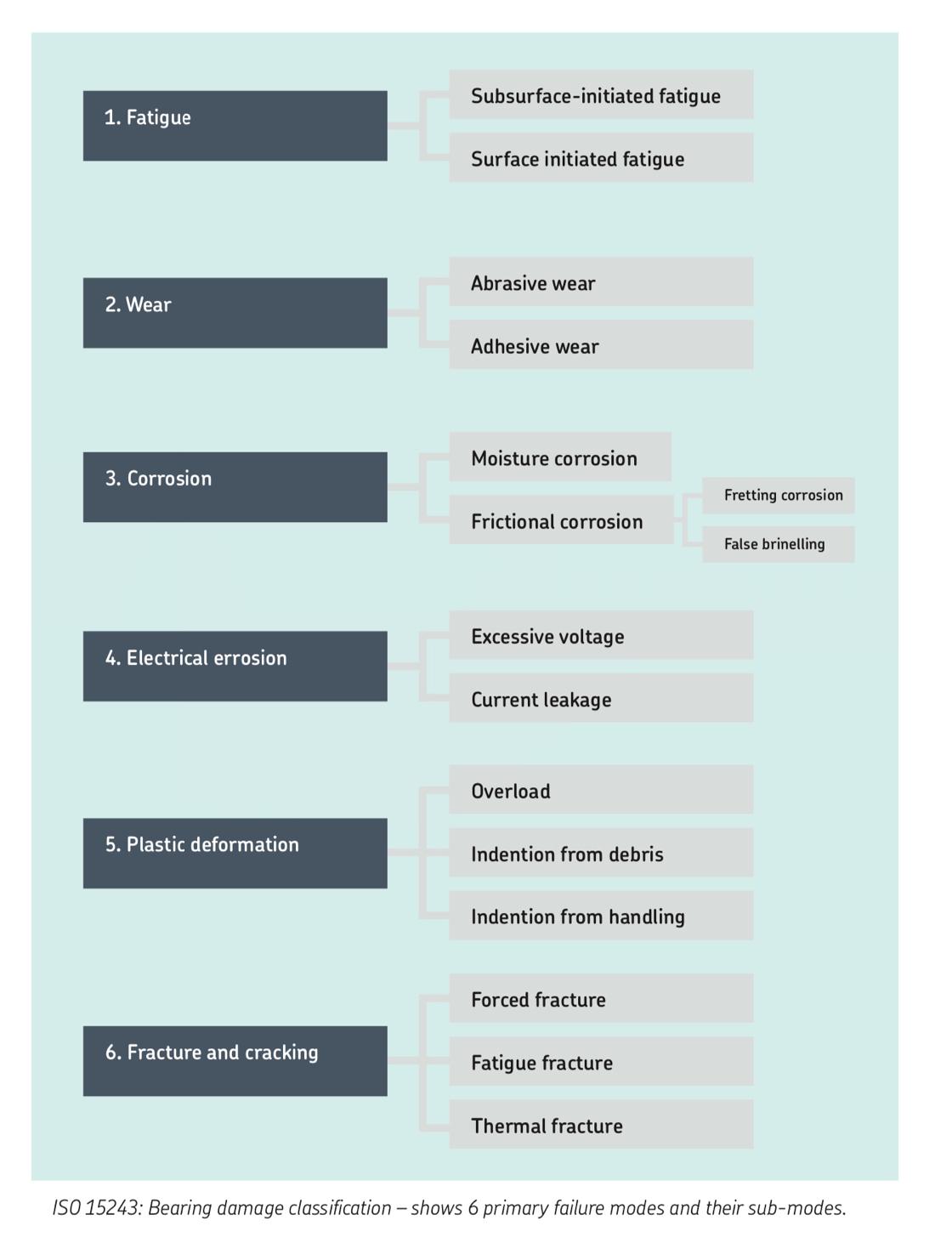{kind=link}
SKF - How to determine the true cause of premature bearing failure (2019)
Bennett Fitch - 8 lubrication failure mechanisms for rolling-element bearings (2018)
Jakub (Kuba) Jelita Rydel - White etching cracks (2021)
Dr Wilfred T. Tysoe, Dr Nicholas D. Spencer - ZnDTP alone as a primary suspect in the formation of white etching cracks (2019)
Rexnord - Failure Analysis • Gears – Shafts – Bearings – Seals (1978)
How to determine bearing system life
Lubricant failure is bearing failure (2009
UE - The 50 failure modes of electric motors (2014)
Determining the cause of bearing failures
Common causes of bearing failure 1
Common causes of bearing failure 2
Common causes of bearing failure 3
Hansford Sensors - Identifying bearing failure at an early stage (Accelerometer, 2018)
UE - How subsurface fatigue leads to bearing failure (2013)
Noria - Possible causes of a noisy bearing (short 2018)
William R. Finley, Robert R. Burke - Trouble shooting bearing currents (2000)
Electrical fluting: a current passes through the bearing
Shaft currents can have a destructive effect on electric motor bearings
Warning signs of a bearing failure
Bearing failures
How contaminants influence bearing life (2012)
Macpherson curve graph: Effect of oil cleanliness
ISO cleanlines versus time to failure
{kind=link}
Deleterious particles in lubricating greases, Part I
Deleterious particles in lubricating greases, Part II
Deleterious particles in lubricating greases, Part III
Oil cleanliness (links)
Water contamination (links)
A bearing may fail for a number of physical reasons, such as wear due to (abrasive) contaminants either from external or internal sources, or from catastrophic collapse of the cage. In the bearing industry, however, attention has been focused largely on two principal causes. Historically, failure from fatigue of one of the raceways leading to spalling was the first mechanism considered. By contrast, the second mode of failure concentrated not on the materials of the raceways and rolling elements but rather on the lubricants, grease or oil, introduced to separate their relatively moving surfaces.
Grease Lubrication in Rolling Bearings
Surface-initiated fatigue in rolling bearings is much more common than subsurface-initiated fatigue. It’s generally caused by inadequate lubrication. If the lubricant supply or lubricant selection is wrong, or if the lubricant is contaminated, the contact surfaces will no longer be separated by an appropriate lubricant film. Areas that are rough or uneven can shear over each other and break off. The surface becomes plastically deformed and sometimes smoothened. Micro spalls occur and, in turn, grow to larger spalls.
• Make sure that the appropriate grease is being used for the bearing.
• Be sure that a sufficient amount of lubricant is used.
• Follow the bearing manufacturer’s replenishment/overhaul intervals.
• Be sure that adequate sealing is used.
SKF
The top 10 causes of bearing failures:
1. Lack of lubrication training
2. Lack of lubrication-application engineering
3. Poor housekeeping (lack of order and cleanliness)
4. Over-lubrication of bearings
5. Under-lubrication of bearings
6. Use of dirty or contaminated new lubricants
7. Infrequent oil/filter changes
8. Bearing lubricant contaminated with an incompatible lubricant
9. Bearing lubricated with the incorrect lubricant
10. Bearing mounted out of square or misaligned when set up
Note that nine out of 10 items on this list are due directly or indirectly to ineffective lubrication practices.
Ken Bannister
8.4 Steam turbines (see varnish below)
Des-Case - Lubricating turbomachinery (webinar, zip file, 2020)John Sander - Steam turbine oil challenges (2012)
Andrés B. Lantos, Dave Wooton, Sebastián Lauría - Assessing oxidation condition and lubricant refreshment in turbine oils (2023)
Greg Livingstone, Dr Ludger Quick - Managing turbine oils in a sustainable way (2023)
Shell - Turbine oil: Care and selection criteria (2022)
Book: Turbine lubrication in the 21st century
Chapter in a book: Turbine lubricating oils and fluids
Chapter in a book: Turbine oils
Steam turbine oils: what you should know (2007)
Rob Profilet - A key factor in system reliability
Rob Profilet - Turbine oils, a key factor in system reliability (webinar)
LE - Steam turbine oil challenges
How to select and service turbine oils
Steam turbine lubricating oil characteristics
Fluitec - Turbine oil selection
Fluitec - Look beyond the specification sheet when selecting turbine oils
Performance evaluation of turbine oils
Mobil - Turbine oil condition monitoring
Jennifer Yeadon - Steam turbines and the battle for good demulsibility (2019)
ExxonMobil - How to select and service turbine oils (2006)
Fluitec - Triple your oil life through anti-oxidant replenishment
Greg Livingstone, Jo Ameye - Replenishing the antioxidants in a turbine oil (2016)
Optimizing turbine performance and longevity through a proactive maintenance approach
TestOil - Turbine oil analysis (some comments are confusing = ignore them!)
Beatriz Graça, Jorge Seabra, Pinto Sousa - Lubricant analysis in steam turbines (2011)
The surface tension test - is it worth resurrecting?
Art Gatenby - A Beginner's guide to surface tension, surfactants and micelles (2022)
Microbial contamination of turbine lube oil systems (2004)
Electrostatic discharges in lubricants
Dangers of electrostatic discharge in engine oils (2015)
Electrical conductivity of oil
Identifying turbine oil cleanliness levels
Oil conditioner reduces bearing wear, downtime
Oil cleanliness (links)
Room for improvement (2011)
Varnish
Varnish is a thin, hard, lustrous, oil-insoluble deposit, composed primarily of organic residue. It is caused by oil oxidation.
Polaris - Varnish (webinar, zip file, 2021)
Wasan Chokelarb, Pornsawan Assawasaengrat, Andy Sitton, Thanant Sirisithichote, Pongsert Sriprom - Soluble and insoluble varnish test methods for trending varnish buildup in mineral turbine oil (2023)
Hasanur J. Molla - Resolving varnish challenges using soluble varnish removal technology (2023)
Bryan Debshaw, Elaine Hepley - Advanced methods for detecting and measuring soluble and insoluble varnish (2023)
Rafe Britton - Why varnish may plague your gearbox really soon (2023)
Bryan Johnson and Lisa Williams - ASTM Standards are evolving to effectively monitor varnish (2023)
Jeanna Van Rensselar - Varnish: Root causes, detection and remediation (2023)
Chevron - Turbine oil varnish: formation, detection and proactive solutions (2022)
Chevron - VARTECH will fight existing varnish and stop more from building up (2022)
University of California / Chevron - Varnish removal using chemical flushes (2018)
EPT Clean Oil - Oil analysis for turbo-machinery (1 hour webinar, 2021)
EPT Clean Oil - SVR removes acids and dissolved oxidation materials (2021)
Jim Fitch - Sludge and varnish in turbine systems (2006)
Dave Wooton, Greg Livingstone - Complete guide to lubricant deposit characterization (2021)
Greg Livingstone, Sanya Mathura - How oil-soluble cleaners can redefine lubricant degradation management (2023)
IoT Diagnostics - IoT advantage in electrostatic varnish elimination (2019)
Varnish basics
Will varnish vanish? (2018)
Learn Oil Analysis - Varnish is like cholesterol in your machinery (2018)
Varnish mitigation: Effective fluid analysis and varnish-removal options (2018)
Lubricant varnishing and mitigation strategies (2014)
Justin Stover - Adsorption: A simple and cost-effective solution to remove varnish (2008)
Oil Filtration Systems - Varnish contamination in hydraulic and lube oil systems
Fixing varnish (2008 discussion)
10 things you should know about varnish
Measuring and treating varnish formation in turbine oils
C.C.Jensen - Removing varnish from Group II turbine oil having ashless additives
What is varnish? Function of antioxidants
Mechanisms of varnish formation and implications for the use of varnish-removal technology (2017)
Bryan Johnson - Best strategies for managing varnish (2013)
Vanishing varnish
Y2K Filtration - Mitigating soluble varnish in critical systems (2018)
Catching varnish before it costs you (2006)
Reducing the varnish tendency of a Group II base oil by increasing the solvency
The new ASTM Standard for varnish potential
EPT Cleahn Oil - MPC Lubricant varnish potential test (video)
When to test varnish potential (short)
Fluitec - Membrane Patch Colorimetry (MPC) test ASTM D7843
EPT Clean Oil - MPC varnish potential testing ASTM D7843 (2016)
How to detect varnish in turbine oils
Khalid Farooq - Effective varnish removal from turbine lubrication systems (update, 2021)
Khalid Farooq - Effective varnish removal from turbine lubrication systems (2012)
Balanced charge agglomeration for turbine oil purification
C.C.Jensen - Filtering excessive varnish formations
Soluble varnish removal (SVR) prevents varnish as well as cleans it (5 minute video, 2021)
Soluble varnish removal (SVR) - Lube oil varnish removal success
EPT Clean Oil - Varnish and soluble varnish removal (SVR)
C.C.Jensen - Varnish removal
C.C.Jensen Varnish removal unit
Wear Check - Measuring and treating varnish formation in turbine oils
TestOil - Outsmart varnish and avoid costly downtime (2023)
TestOil - Varnish potential analysis
TestOil - Varnish potential analysis report
Methods of varnish analysis (links)
Kleentek electrostatic oil cleaners
OILKLEEN electrostatic filtration system (YouTube videos)
Clean solution: Varnish removal by a new additive in fluid
Hydraulic oil additive package designed to combat varnish deposits
9.1 Air compressors, coalescer filters
John Cummins, Jenna Van Rensesslar - Air compressors and how they are lubricated (2020)Jeanna Van Rensselar - Ensure pneumatic compressors reliability with proper lubrication (2020)
John Cummin - Lubricating pneumatics: Air compressors (2018)
Why the oil in air compressor matters (2022)
Fluid Metrics - Improve reliability and reduce maintenance costs in rotary screw air compressors (2023)
Amin Almasi - Maintenance tips for oil-free screw compressors (2021)
Matthew Adams - Compressor lubrication (2020)
Wikipedia - Gas compressor
Russell Hattingh - Which compressor type to use – screw or reciprocating? (2019)
Different types of compressors
How reciprocating compressor works (video)
Wikipedia - Reciprocating compressor
Reciprocating compressors (2005)
Wikipedia - Rotary screw compressor
Mobil - Oil flooded rotary air compressor
Evaluate a rotary screw lubricant before you buy
Can transmission fluid replace compressor oil?
Compressed air tutorial
Compressors (animated)
Compressor lubricants
Jeff Disbrow - Tips for selecting filters for pneumatics to ensure clean air supply (2020)
Compressor oils by manufacturer
Mobil Rarus 400
Castrol compressor lubricants
TOTAL compressor lubricants
Mobil Rarus 800 diester
Mobil SHC Rarus Series
Mobil SHC Rarus 46
Wikipedia - Buna-N material for seals
Discussion: PAG vs. ester in compressors
Coalescing filter
Compressed air filters
Coalescing filter
Advanced analysis of reciprocating engines, compressors and gas pipelines
Compressed air for food plants (pdf)
Wikipedia - Diving air compressor
MACO (Gardner Denver) - Brochures: Breathing air solutions
While many compressors will run well at an ISO code of 17/14/11, if the compressor is highly critical, the target may need to be reduced to 16/12/10.
9.2 Vacuum pumps
Wikipedia - Vacuum pumpVacuum pumps (dictionary entries)
9.3 Compressors for other gases
Greg Bell - Choosing a safe lubricant when working with oxygen or reactive chemicals (2008)Halocarbon - Source for fluorochemicals and inert lubricants
Why you should use oxygen-safe lubicants (2016)
Krytox fluids (2016)
9.4 Refrigeration compressors
Wes Cash - Refrigeration compressor lubrication (2015)Oil in refrigeration systems
Refrigerant reference guide
Refrigeration oil
Compressor protection starts with a knowledge of refrigerant-oil basics
Naturals get new push at Atmosphere America
Wikipedia - Vapour-compression refrigeration
Wikipedia - List_of_refrigerants
Wikipedia - Chlorofluorocarbon
Refrigeration lubricants: Transitioning to new refrigerants
Oil management
Wikipedia - Polyol ester
Synthetic refrigeration oils - humidity related difficulties and solutions
Field and laboratory evaluations of lubricants for CO2 refrigeration
DuPont - Lubricant selection guide
Fuchs Refrigeration oils
Mobil - Refrigeration lubricant selection for industrial systems
Mobil-branded refrigeration lubricant selection guide for industrial systems
Mobil EAL Arctic series
Mobil EAL Arctic series (Product data sheet)
Mobil SHC™ Gargoyle 80 POE for carbon dioxide refrigeration compressors
Shell Refrigeration Oil
Shell Refrigeration Oil S4 FR-V
SUNISO GS Oils
TOTAL refrigeration oils
Vescolub refrigeration oils - See oil selection
Bitzer B5.2 lubricant for ammonia systems (2011)
Bitzer - Retrofitting R22 systems to alternative refrigerants (2011)
The Shell Clavus 68 was a naphthenic oil recommended for all types of refrigeration systems such as ammonia, and CFC and HCFC refrigerants e.g. R-11, R-22, R-500, R-502, R-22, and R-123. The Clavus oils were not recommended for use with HFC refrigerants such as R-134a.
Shell Refrigeration Oil S4 FR-F 68 is a synthetic polyol ester base fluid that is recommended for use with R-134a and other HFC refrigerants and blends. According to the literature, it is not recommended for use with other refrigerants such as R-22.
Shell Refrigeration Oil S4 FR-V 68 is a synthetic refrigeration lubricant based upon alkylated benzenes. It offers a universal solution to the lubrication requirements of most refrigeration compressors and is compatible with all commonly used refrigerants such as R-22 with the exception of HFCs such as R-134a. However, S4 FR-V 68 base stock is not compatible with Clavus 68 and if you are switching you need to thoroughly flush the system including lines and pump to prevent compatibility issues.
Hydraulic systems (Beyond the scope of the book)
Brendan Casey - Six costly mistakes most hydraulics users make (2014)Brendan Casey - The seven most common hydraulic equipment mistakes (2008)
Brendan Casey - How to develop a hydraulic pump change-out strategy (2015)
Al Smiley - Troubleshooting hydraulic pumps (2018)
Dan Holdmeyer - Fundamentals of hydraulics: Reservoir designed to do more than hold the fluid (2023)
Dan Holdmeyer - Fundamentals of hydraulics: Pascal’s principle and pump designs (2023)
Power and Motion - Fundamentals of hydraulics (2023)
Brendan Casey - Maintenance practices that can do more harm than good (2019)
Brendan Casey - Maintenance of hydraulic equipment
Hydraulics vocabulary - Scroll down
Basics of hydraulics
Fundamentals of hydraulics (video)
Fluid power basics
Wikipedia - Hydraulic pump
Hydraulic pumps
Brendan Casey - Symptoms of common hydraulic problems and their root causes (2003)
Brendan Casey - 132 ‘Cardinal sins’ of hydraulics (2015)
Al Smiley - Troubleshooting hydraulic pumps (2018)
Jack Weeks - Why you shouldn’t overlook hydraulic pipe size (2020)
Al Smiley - 5 steps for more effective hydraulic troubleshooting (2018)
Hydraulic pumps failures (short, 2013)
Vane pump failures
How hydraulic machines work
How Caterpillar backhoe loaders work
Hydrostatic transmissions
Understanding hydrostatic transmissions
Alan Dellinger - Troubleshooting hydrostatic systems (2016)
Hydraulic accumulators
Jack Weeks - Hydraulic accumulators (2019)
Jack Weeks - Understanding logic valves in hydraulic systems (2020)
132 cardinal sins of hydraulics
Top 5 hydraulic mistakes and best solutions (2016)
Six costly mistakes most hydraulics users make
Tests to increase the reliability of hydraulic systems (2016)
Putting the brake on water hammer in hydraulics
Ian Miller - Common modes of failure in hydraulic piston pumps (2021)
Al Smiley - Three ways to reduce hydraulic shock (2017)
Al Smiley - Best ways to eliminate hydraulic oil leakage (2017)
Kevan Slater - Detecting and managing hydraulic system leakage (2001)
3 ways to detect cavitation wear in hydraulic systems
Cavitation or aeration? How to tell the difference (2017)
Controlling aeration in hydraulic systems
Controlling hydraulic oil temperatures (2016)
SKF - Oxidation in hydraulic oil
Causes of darkening hydraulic fluid (too short)
Hydraulic fluid darkening (2003)
Why hydraulic oil changes colour
Petro Canada - The fight against sludge
Al Smiley - Minimizing hydraulic downtime with proper filtration (2019)
11 simple steps for flushing a hydraulic system (2013)
Pulsating hot oil flushing technology
Understanding filter debris analysis
Electrostatic discharges in lubricants
Al Smiley - 4 things every hydraulic troubleshooter should know (2018)
ACE - How to avoid hydraulic troubleshooting mistakes
Al Smiley - Troubleshooting hydraulic proportional valves (2017)
Failure mode and effects analysis (FMEA)
Air typically enters the hydraulic system through the the pump inlet and, under certain conditions, past the rod seal of a double-acting cylinder.
But air can also invade the system through joints in pressurized plumbing.
When fluid travels through a pipe or hose at relatively high velocity - in a pressure line for example, and has to change direction through a tee or elbow, a venturi effect can be created.
Because the sealing arrangement of the hydraulic connector is designed to withstand positive pressure - but not negative pressure, air can be drawn into the system - even when the plumbing has no apparent leaks. Wouter Leusden, one of our members from The Netherlands describes it this way:
If you made a glass model of a pipe elbow and connected a measuring point in the middle of the angle, you would see a negative pressure when fluid passed through the elbow at high velocity.
And if you looked carefully, you'd likely see air bubbles entering the system through the seal of the measuring connection.
The moral to this story is of course to use as few sharp angles - tee-pieces, elbows, etc in hydraulic plumbing as possible.
Brendan Casey
"I have a two section vane pump with new cartridges. The problem is, one cartridge has no oil coming out when we crack open the hydraulic line going to the control valve. When we tigthen the fitting the hose reacts as if it has pressure in it. When we crack it again - nothing."
Assuming the cartridge is the correct rotation, then this is most likely a priming issue.
You see, unlike most other hydraulic pumps, vane pumps can be finicky darn things to get pumping.
This is because - unlike a vane motor, the vanes in a vane pump don't have springs to hold the vanes in contact with the cam ring.
Centrifugal force is SUPPOSED to throw the vanes out against the cam-ring. But based on my experience, it doesn't always work out that way.
A downstream resistance is sometimes necessary to create back-pressure to hydraulically acutate the vanes against the cam ring, so the pump primes.
The solution is usually simple enough. Ensure there's a head of oil above the outlet port. If the valve bank is below the pump, then head can be achieved by routing the hose so that at some point, it extends a foot or so higher than the outlet port.
Brendan Casey
Bent axis and in-line axial piston motors
Bent axis designs can be 'bent' to angle of up to about 40 degrees. Whereas the swash plate angle on an in-line design is typically limited to less than 20 degrees. This means the maximum to minimum displacement range or stroke ratio of a variable-displacement bent axis motor is around twice that of an in-line design. This gives a variable bent axis motor a wider operating torque/speed range than an in-line motor of the same displacement. Remember, increasing motor displacement increases output torque and reduces output speed; and vice versa.
On the other hand, not all variable-displacement bent axis motors have the capability to go to zero displacement. And this can be an issue if, say for example on the ground drive of a mobile machine, the motor must be shifted to 'neutral', in order to switch from 4 wheel drive to 2 wheel drive. In-line motor designs have no such limitation.
Bent axis motors--especially those with light-weight pistons, also have the wood over in-line designs when it comes to maximum operating (shaft) speed; a bent axis motor can be spun significantly faster than an in-line design of the same displacement. And there's more. The stall or breakout torque of a bent axis motor is around 5% higher than an in-line motor of the same displacement.
With all the apparent performance advantages a bent axis piston motor has, why would anyone use an in-line motor at all? In a word, cost. Bent axis motors are more expensive, and in most cases, significantly so. Plus, the shaft bearings on bent axis motors are heavily loaded and therefore more prone to premature failure than the shaft-bearings on in-line motors. So not only is the initial cost of a bent axis motor higher; its lifetime maintenance cost is likely to be higher as well.
*
It is possible, but not desirable, that a big machine, like a Komatsu PC1250-7 hydraulic excavator, of this size, with its large number of conductors and connections could lose 5% or more of tank oil volume per annum through slow leaks; weeps and drips.
*
When it comes to sizing a hydraulic reservoir, my motto and advice is the bigger the better. Because the greater the tank volume the longer the dwell time the oil has to give up contaminants - particles, water and particularly air. Size DOES matter.
The rules of thumb for reservoir size - and that's all they are - differ for open and closed circuits. For open circuits the general rule is a tank oil capacity of 3 to 5 times the flow of the pump(s) per minute plus a 10 percent air cushion. For HFC and HFD fire-resistant fluids the general rule is 5 to 8 times pump flow per minute.
These ideals are easy enough to achieve on a stationary hydraulic machine in an industrial setting. In a mobile application it's a lot harder due to space and weight restrictions. For this reason, 1.5 to 2 times pump flow-rate is often a more realistic target for mobile machines.
Realistic, but not necessarily ideal. So, for example, if I was designing a mobile hydraulic machine and it was possible to squeeze in a tank volume of say 2.5 times pump flow rate per minute - I'd definitely do it. Like I say, the bigger the better.
That takes care of open circuit systems. But what about closed circuits (hydrostatic transmissions)? If the transmission pump has a flow rate of 100 gallons per minute, should the target tank volume be 300 to 500 gallons? No, that would be overkill. The flow rate of 100 gallons per minute is not passing through the tank. It is circulating in the transmission loop - pump to motor and back to pump.
But the charge pump on a hydrostatic transmission is open circuit, right? So how about 3 to 5 times the flow-rate of the charge pump per minute? If the transmission pump has a maximum flow-rate of 100 gallons per minute, then the charge pump would need to have a flow rate of at least 20 percent of that or 20 gallons per minute. Based on the 3 to 5 times rule, that equates to a tank volume of between 60 and 100 gallons. Certainly no harm in having a tank that size - if it can be accommodated.
Once again, in a mobile application, 1 to 2 times charge pump flow per minute is probably more realistic. And even that's extremely generous compared to what some hydrostatic transmission manufacturers recommend. Here's what Sauer-Danfoss recommends for their Sundstrand 90 Series transmissions:
"A suggested minimum total reservoir volume is 5/8 of the maximum charge pump flow per minute with a minimum fluid volume equal to 1/2 of the maximum charge pump flow per minute. This allows 30 seconds fluid dwell for removing entrained air at the maximum return flow. This is usually adequate to allow for a closed reservoir (no breather) in most applications."
Well, 30 seconds of dwell time isn't much. And unless I've been living in a cave all these years, closed or pressurized reservoirs are the exception rather than the norm. So while having a definitive recommendation like this from the manufacturer is reassuring, I'd say 1/2 to 5/8 of charge pump flow per minute is being ridiculously stingy in the majority of closed-circuit applications.
Micro biological or microbial contamination is basically the growth and colonization of bacteria in the oil. And as is the case with all organisms, these bacteria require certain conditions to survive and grow:
Water: emulsified in the oil, 500 ppm (0.5 ml per liter of oil) is sufficient.
Food: carbon, nitrogen and phosphorous, readily supplied by the oil.
Oxygen: air is typically present in hydraulic oil at 7% to 10% by volume.
Optimum temperatures: 24C to 49C (75F to 120F).
Dark, stagnant or low flow areas: the reservoir in hydraulic systems.
Suspended particles: which assist with initial transportation and colonization.
While all of the above ingredients are required to sustain bacterial growth, water is the key ingredient. So in terms of prevention, keeping the oil dry is a biggy. Another operating factor which can be influenced without too much difficulty is operating temperature. Just as with the storage of food, we all know to prevent the growth of bugs, food should be stored at a low temperature in the refrigerator or kept hot at high temperatures.
A hydraulic system operating temperature above 50C will similarly prevent the survival and growth of bacteria. And if you've been reading my stuff for a while, this advice may appear to go against the grain. After all, I'm a big advocate of decreasing hydraulic system operating temperatures, NOT increasing them. That said, it's all about the degree - literally. Matched with the correct viscosity oil, 50C to 65C is not an operating temperature of a magnitude which is going to cause other reliability issues.
A third preventative factor, and something which is hydraulic equipment reliability '101', is the maintenance of low particle counts in the oil. Bacteria need water to grow, but they also need a host on which to coalesce and start a colony.
Put simply, the key to preventing a whole host of hydraulic problems, including this one, is to keep the oil DRY, CLEAN and COOL. The 'cool' part is relative term. Compared to 85C, 50C is cool. But as you now know, allowing the hydraulic oil to run wet and warm is a mistake, because it's the perfect environment for bugs to grow.
Brendan Casey
Immersion elements intended for heating water usually have a heat density of 40 watts per square inch (6 watts per square centimetre). But this heat density is too high for heating oil. And as a result, the oil that comes into contact with the element burns or carbonizes.
To avoid burning the oil, the heat density of the element must be no higher than 4.5 watts per square inch (0.7 watts per square centimetre).
So if you have any hydraulic power units fitted with tank oil heaters, it might be wise to check the heat density of the unit installed. And if you ever need to install a tank heater, as well as keeping the heat density limitation in mind, here are the formulas to help you correctly size the unit:
and kW = [oil volume (litres) x temperature change (°C)] / [35 x desired heating time (minutes)]
or
kW = [oil volume (gallons) x temperature Change (deg-F)] / [13.3 x desired heating time (minutes)]
For reasons that should now be obvious, it's a good idea not to heat the oil too fast. For this reason, allow at least 60 minutes to get the oil up to the desired temperature.
* * *
Baffles are an important component in a hydraulic reservoir. They allow the fluid time to cool, de-aerate and settle out water and dirt. A good rule of thumb for residence time in a reservoir is three to five times the pump output. If the system is highly contaminated, residence time may be 10 times the pump's gallons/litres per minute. Baffles are used to prevent fluid just returned to the tank from passing directly back to the pump inlet. For a number of reasons, a longer transit path is considered beneficial; it encourages better heat conduction from the fluid, better contamination and air separation, and better mixing with the bulk fluid. This is usually accomplished by separating the inlet and outline by as long of a flow path as feasible.
Suction line leaks can cause air entrainment and problems such as excessive aeration, air lock, pump cavitation, poor lubrication and premature oil degradation. While a pinhole-sized suction line leak can be hard to find, using a small amount of shaving foam sprayed over the suspected leak area can indicate the source of the problem, as the foam is drawn into the line. This method should not be used for large leaks, and care should be taken not to use too much soap, since this can cause contamination of the lube, resulting in foaming and aeration problems and poor demulsibility.
Cavitation can have several root causes. Some relate to system and component design issues and others are more service related. Cavitation occurs when either air or vapor bubbles form in the suction line fluid and are subsequently emploded in the pump by the pressured oil. This leads to microjets of oil pounding and eroding adjacent surfaces. Below is a list of possible contributing causes of cavitation:
1. Tank design issues. Turbulence in the tank churns the air into the oil or simply doesn't allow air to be released from the oil. This can be caused by plunging oil returns, low oil level, a tank that is too small, lack of proper baffling, etc.
2. Suction-line leaks. Leaks between the tank and the pump can introduce air. Often this is associated with the shaft seal at the pump that allows air to leak in.
3. Suction-line restriction. Sometimes suction lines are too long, too narrow or they are simply plugged (for example, a plugged suction strainer).
4. Insufficient head. Depending on oil viscosity and suction line conditions, the pump must be located at a sufficiently low elevation to enable oil to flow readily from the tank to the inlet port of the pump.
5. Air release problems. As oils age and become contaminated, air release properties become impaired. This simply means that once air bubbles form, they stay locked into the matrix of the oil and don't detrain out of the oil in the reservoir. Moisture contamination and oxidation are known precursors to this problem, among many others. ASTM D3427 is a test for air release properties.
6. Water vapor. When hot oils become contaminated with water, superheated seam will form vapor bubbles in the oil.
7. High viscosity. When reservoir temperatures are too cold, during wintertime startup conditions for example, the viscosity may be too high to enable proper oil flow in the suction line and into the pump. Other causes of high oil viscosity can lead to the same problem.
Jim Fitch, Noria
The reality is, if the hydraulic reservoir is properly designed and maintenance standards are decent, poor inlet conditions caused by suction strainers is a bigger threat to pump life in the long run, than contaminants and debris that should not be in the reservoir in the first place.
Brendan Casey
If oil is not used to do work but to transfer heat, properly formulated hydraulic fluid is not necessary and is not used. The oil could be just low viscosity base oil. There is a word describing the arrangement:
hydronic (hī-drŏnˈĭk) - relating to a heating or cooling system that transfers heat by circulating a fluid through a closed system of pipes.
If the system is correctly designed, that means hot oil is not exposed to air, base oil is sufficient under normal conditions.
10. Hydraulic fluids
Important considerations for choosing hydraulic fluids (2011)Important considerations for choosing hydraulic fluids (same, 2011)
John K. Pudelski - What additive components are in your hydraulic fluid? (2022)
Karl-Heinz Blum, Klaus Ellenrieder - Bosch Rexroth fluid rating (2018)
Boris Kamchev - Hydraulic fluids must have improved antiwear, oxidation and thermal stability properties (2016)
Tim Smith, Lubrizol - Sustainable practices through efficient hydraulic flow (2020)
Shell- How to choose a hydraulic oil (27 Mb, 2022)
Schaeffer- Maximum efficiency hydraulic fluids (2018)
Eaton - Selecting fluids for hydraulic pumps (2016)
R. David Whitby - Selecting the correct hydraulic oil (short, 2020)
Wikipedia - Hydraulic fluid
Evonik - Hydraulic fluids (2017)
Hydraulic fluid selection and maintenance (2015)
Selecting hydraulic fluid
Machine Design - Hydraulic fluids
Machine Design - Fluid performance factors
Performance classes for hydraulic oils
Hydraulic fluids
Hydraulic systems and fluid selection (2002)
LE - Hydraulic fluid selection and maintenance
Stephen Sumerlin - How do you know if you're using the right hydraulic oil? (2010)
Brendan Casey - Importance of viscosity (2005)
Does your hydraulic fluid provide enough protection?
Why hydraulic oil is different
Which hydraulic oil should I use?
Can zinc-based hydraulic fluids improve system performance? (2012)
Charlotte Edwards, Clare Gosling - Unlocking premium hydraulic fluid potential with zinc-free additive (2023)
Advantages of zinc-free hydraulic oils (US perspective)
Brendan Casey - Choosing the right hydraulic fluid (2005)
Vincent Bouillon - How to check the compatibility of hydraulic fluids through laboratory testing (2021, might require registration)
Brendan Casey: Limits for hydraulic fluids
Understanding hydraulic fluid contamination (2012)
Wes Cash - Understanding hydrolysis and hydrolytic stability (2013)
Testing hydraulic fluids
A hydraulic fluid choice - showing the optimum operating range...and references
Peter Mainka's hydraulic views
A hydraulic fluid saves energy
How to improve hydraulic efficiency
Hydraulic oil can make a major difference to power consumption
Bosch Rexroth - Validated hydraulic fluids increase the service life of the hydraulic system (2018)
Martin Wahl - Bosch Rexroth fluid rating for hydraulic fluids (2017)
Bosch Rexroth - Reliably increase the service life of hydraulics (2015)
Bosch Rexroth - Press release (2016 - click to download fluid rating list)
Bosch Rexroth - Data sheet No. 90235: Rating of hydraulic fluids (2015)
Chevron hydraulic fluids
Shell Tellus brochure
Shell Tellus S (original version)
Rhein Chemie - dispersant and emulsifying type (HLPD) additive pack
Afton - HiTEC 521 Anti-wear hydraulic additive package
10.2 Oil cleanliness (links)
Particle counting, purifying oil, preventing contamination (links)
Oil filters (links)
Flushing (links)
Why do spool valves in hydraulic systems sometimes stick? In a word: contamination.
In common, garden-variety directional control valves, the radial clearance between the spool and bore ranges between 3 and 13 microns. And in practice, perfectly round and straight bores are difficult to achieve. And so the radial clearance typically varies across the length of the spool. This influences spool friction-but so too does the cleanliness of the oil.
If the clearances between the spool and bore become invaded by hard particles (silt) or soft particles (varnish and sludge), more force is required to move the spool. According to test data from Eaton Hydraulics, if the radial clearances of a one eighth inch spool valve operating at 3,000 PSI silt up, 30 pounds of force is required to move the spool. But if the valve is solenoid operated, the solenoid can only exert 10 pounds of force!
This problem is commonly referred to as 'silt-lock' and can be especially problematic for valves in contaminated systems which are operated infrequently. Furthermore, if a silt-locked valve is operated by an AC solenoid, then the likely outcome is a burnt-out solenoid. This occurs because the silted spool prevents the solenoid plunger from being completely pulled into its coil. And as a result, the coil is exposed to inrush current for as long as it is energized-the heat from which it can't dissipate. This causes the insulation around the coil windings to break down and the coil eventually shorts out.
The good news is preventing valve silt-lock is simple enough. Keep the oil 'clean, cool and dry'. The 'clean' i.e. adequate filtration combined with the elimination of particulate ingression points will take care of the hard particles. The 'cool and dry' i.e. not letting the system run too hot and preventing the ingression of and removing water will eliminate the formation of soft particles, such as varnish and sludge.
Brendan Casey
The only lasting solution is to get the machine's operating temperature down to below 85 °C.
Allowing a hydraulic machine to run too hot is the most costly mistake a hydraulic equipment owner can make.
Brendan Casey
Use the right hydraulic fluid, keep it clean and dry, and replace it when it does not look good. You can often see and smell the general condition of a lubricating oil.
Petr Vavruch
10.1 Fire-resistant fluids
Ronald Knecht - Choosing between HFC and HFDu fire-resistant hydraulic fluids (2022)Bennett Fitch - When to use fire-resistant hydraulic fluids (2018)
A page in a book: Fire resistant fluids in turbines
Chapter in a book: Fire resistant fluids in turbines
Jeanna Van Rensselar - Fire-resistant fluids (2013)
Fire-resistant fluids (text)
Rexroth - Axial piston units for use with HF Fluids
Mobil - Fire-resistant fluids, conversion and compatibility
Using water-in-oil emulsions
Advice for using water-in-oil emulsions
Measuring emulsifier performance
Nikhil Kunapareddy - Formulating lubricants using water (2021)
Garry M. Basilone - Water-glycol fire-resistant hydraulic fluids (2002)
Dow's UCON - Water-glycol hydraulic fluids
Fire-resistant HFC hydraulic fluids
Quaker QUINTOLUBRIC fire-resistant fluids
Quaker QUINTOLUBRIC fire-resistant hydraulic fluids (video)
EcoSafe FR polyether (3.7 Mb, 2014)
Effects of water in EcoSafe hydraulic fluids (2009)
Quintolubric 888-46 vs. EcoSafe EHC-46 vs. Fyrquel Plus EHC (test results)
Heat of combustion, flash point, autoignition temperature of PAG
FM Global
All fluids will burn. What FM Global has identified are fluids that have higher flash/fire points, and burn cooler which makes the fire much easier to extinguish.
Phosphate esters have one big advantage – they are self extinguishing,
but prior to igniting, they smolder giving off a white billowing smoke – phosphorus pentoxide – that when comes in contact with water, creates phosphoric acid.
PAGs are hydroscopic, but with every third atom being oxygen, they bound with water. There are limits with respect to water levels,
but the product is much more forgiving in the presence of water/condensation in comparison to an ester which reacts with water forming acid and varnish/gels as decomposition products.
There exist today oil-soluble PAGs that are completely soluble in petroleum products. They are being actively investigated for use as
supplements in current crankcase oils to help overcome deficiencies in petroleum base oils.
American Chemical has also recently launched an oil soluble PAG additive for turbine oils that shifts the polarity of
the non-polar petroleum products to solubilize the more polar varnish being produced as Group II and III petroleum based stocks prematurely decompose.
Jim Kovanda (2013)
Phosphate esters
Phosphate esters: Japan flags two chemicals (2021)EPT Clean Oil - Best practices for phosphate ester users (35 minute webinar, 2021)
How to monitor and maintain phosphate ester fluids (2020)
Phosphate esters
Electrohydraulic fluid
Phosphate ester, the true fire-resistant fluid (video)
Seal compatibility - Select Pyrogard
Greg Livingstone, Jatin Mehta - How to monitor and maintain phosphate ester fluids (2020)
Ken Brown - Managing the health of fire resistant steam turbine electrohydraulic (EHC) control oils (2001)
Large system fluid change (2017)
Controlling the acid in phosphate ester-based hydraulic fluid
Factory Mutual, FM Global, is a US-based mutual insurance company which assists businesses worldwide. The company carries out its own scientific research, approves fire protection equipment (FM Approvals) and publishes its own installation regulations (FM Data Sheets - FMDS). FM Global assesses the risks of its policy holders, appoints a project engineer to produce protection system recommendations and, upon completion of the work, the project engineer is brought in to verify that the protection provided complies with his recommendations. FM Data Sheets are recognised standards for fire protection in industry. They are available to consult free of charge and other insurers may use them as their standard.
Given a high enough temperature, all hydraulic fluids can be ignited when coming into contact with an ignition source. The real test of fire resistance is whether a fluid is capable of self-extinguishing. The ability to self-extinguish can make the difference between a momentary flash that causes no harm and a conflagration, which results in injury to personnel and/or loss of equipment. Only phosphate esters offer such fire-resistant characteristics.
Trixylenyl phosphate fluids are used in large steam turbines of nuclear power plants where temperatures reach high enough to ignite mineral oils. These synthetic fluids are extremely difficult to ignite and inherently self-extinguishing. Besides their high oxidative and thermal stability, they can contain water and have good hydrolytic stability.
Viton is compatible with all fire-resistant fluids, except HFC fluids.
Care should be taken when converting from a mineral oil to a water-based or synthetic anhydrous fluid.
Operators cannot simply drain a mineral oil-based hydraulic system and replace the fluid with a water-glycol formulation (HFC type). Water-glycol formulations are not compatible with mineral oil formulations and mixing the two might result in deposits that may be difficult to remove. Follow change out guidelines provided by your lubricant supplier.
Other issues to evaluate when considering switching to water-glycol hydraulic fluids include temperature sensitivity and possible evaporation. Since water-glycols contain water, higher system temperatures may cause water to evaporate from the fluid. This can impact the heat transfer properties of the fluids as well as the lubrication. Your lubricant supplier can provide guidance on how to measure the water content (generally by viscosity measurement or with a handheld refractometer) and advise on adding deionized water to restore the fluid to the correct concentration.
Special consideration should also be given to seals, gaskets and connectors to make sure they are compatible with the formulation and will not deteriorate.
Certain metals such as zinc and cadmium may be especially sensitive to water glycol formulations, and exposure to such formulations might result in rapid fluid deterioration.
Sameer Sathaye, Iris Song and Robert Profilet
11. and 13. Lubricant storage and storage life (shelf life)
TestOil - Contamination control: Handling (webinar, zip file, 2020)David Dise - Strategies for incorporating 5-S into your lube room (2020)
OilSafe - Lubricant storage and handling guide: store, transfer, identify, and protect (2023)
Harshvardhan Singh - Lubricant storage and handling (2023)
Dan Holdmeyer - Storage and handling fundamentals (2022)
Start with clean: lowering total costs with lubricant reception and storage (2022)
5 things every storage room needs (2021)
Paul Farless - Store, plan, execute, excel! Lubricant storage and lube room factor overview (2021)
Dr Nancy McGuire - Intermediate storage and handling of lubricants (2021)
Jim Fitch - Make the lube room your lubrication command center (2017)
Dr Yulia Sosa - Basic storage and handling of lubricants and greases (2021)
Des-Case - The journey to world-class storage and handling (2020)
Larry King - How storage and dispensing systems can keep oil clean, save space (short, 2019)
17 practical tips to optimize your warehouse space (2019)
Chris Fisk - Industrial lubricant storage: Six common mistakes (2016)
Best-practice lubricant storage (articles from 2013-2018)
TestOil - Transformation to a world-class lubrication store room at Aleris (webinar, 2018)
Y2K Filtration - Lubrication, dispensing, storage and management
Store it safely, handle it right (2017)
SAIT - Lubricants storage: best practice (2016)
Improved oil storage and handling produce cost savings (2015)
Improving storage and handling (2017)
Nic Schaff - Keeping contaminants out of small sumps and reservoirs (2022)
Best practices for lubricant storage and handling
Best practices for lubricant storage and handling
Noria - Storing oil drums (short video, 2018)
Learn Oil Analysis - The correct drum storage (2018)
Elba - Storing oil drums
Storing oil drums outside
Storing oil drums (short video)
Best practices for lubricant storage and handling (short video)
Options for lubricant storage and handling (2012)
Storing grease to avoid bleeding
Advantages of proper lubricant storage
Lube room essentials
How to manage lubricant storage
World class lube room
Bulk lubricant storage and handling
Bulk lubricant storage
Preventing cross-contamination in bulk lube oil storage systems
Modern methods of lubricant storage
Clean Lube Solutions - Storage equipment
When to use hard-pipe lubricant dispensing
Lubricating equipment catalogue
One should never use the same dispensing equipment for both detergent engine oils and R&O turbine and hydraulic oils. Contamination of the rust- and oxidation-inhibited industrial oils with detergent engine oil substantially impairs the quality of the industrial oils. Trace amounts of the detergent and other alkaline contaminants can react with the acidic rust inhibitor and cause operational problems like foaming, filter plugging, and emulsion formation.
Avoid the use of galvanized oil storage and dispensing containers. The zinc in the galvanizing can act as a catalyst to promote lubricant oxidation and premature depletion of critical additives. There are many other types of more chemically stable platings for metal containers. Stainless steel or plastics are also suitable alternatives. Ron Behnke

Drew Troyer - Lubricant storage life (2001)
Mobil - Shelf life
Chevron Marine - Shelf life
12. Transformer oils
Tom Dalton - Oil sample management 1 (2009)Tom Dalton - Oil sample management 2 (2009)
L Moodley, K Govender, Y Chinaboo - Transformer failures (2009)
Neil Robinson - How a cost-efficient oil analysis programme can prolong transformer life (2013)
Ian Gray - Improving the reliability of Southern Africa’s wind farm transformers (2022)
Dissolved gas-in-oil analysis (DGA) for improving transformer reliability (2021)
Rapeseed natural ester fluid for Extra High Voltage transformer (2020)
Nynas introduces world’s first bio-based high-performance transformer fluid (4 October 2019)
Cargill natural ester fluid for South African electrical grid (2020)
Wikipedia - Transformer oil
The transformer and its oil
Transformer selection and maintenance
Hendrik Cosemans - Properties behind effective transformer oil cooling (2013)
Specifications of a transformer oil
Intertek - Transformer oil tests
SGS - Transformer oil analysis (2016)
Testing transformer oils (2013)
Dissipation factor
Capacitance and dissipation factor (2016)
Understanding oil's dielectricity (short, 2018)
What is furan analysis in transformer oil? (2018)
Interfacial tension (2016)
Interfacial tension
Accurately monitoring interfacial tension of transformer oil quality (2018)
SDMYERS - Choosing gas monitors to fit the specific needs of your equipment (2019)
GlobeCore - Oil regeneration extends transformer life by 20 years
Nynas transformer oils
Shell Diala GTF transformer oil
Vegetable oil as insulating fluid for transformers
Natural ester oil application in liquid filled transformers (2.5 Mb)
Maintenance free monitoring with the Vaisala Optimus OPT100 DGA (2018)
EPA - PCB information leaflet (2018)
PCB: Fire-resistant transformers food processing for installations (1967)
The oil in a transformer serves as an insulating medium which is used for cooling, protecting the paper and for analysis. Regular oil analysis is considered one of the most critical activities that will assist in monitoring the condition of the transformer and facilitate predictive servicing. The oil analysis regime should include dielectric strength, water content (Karl Fischer), acidity, interfacial tension and dissolved gas analysis (DGA) that provides a clear indication of internal failure conditions. The oil should be analysed to determine if polychlorinated biphenyls (PCBs) are present. Furanic analysis should also be done as this will determine the cellulous breakdown products in the oil and give an indication of the life expectancy of the insulation in the transformer. High moisture will result in dielectric breakdown.
14. Machine tools
Lathe lubricationWay lubricants
Elco slideway lubricant additive
Scroll down to BASIC LUBRICATION articles
Test kit for metal working and steel plant fluids
15. Cutting fluids, metal cutting, grinding
TotalEnergies - Metalworking fluids (webinar, zip file, 2016)University of Northern Iowa - Cutting fluid management (2003)
Lisa Tocci - Dos and don'ts of emulsifying coolant (2018)
Richard Beercheck - A new model for metalworking (2013)
Metal working fluids
John M. Burke - Understanding and controlling water dilutable metal removal fluid failure (2023)
Tutorial on cutgreaseting fluids
Cutting fluids
Wikipedia - Cutting fluid
Dr Nancy McGuire - Troubleshooting metalworking fluid field problems: Issues and principles (2022)
Noria - Choosing metalworking fluids (short)
Properties a cutting fluid should have
Dr Neil Canter - Metalworking fluids: Current options for machining multi-metal alloys (2022)
Cutting fluids (coolants)
TLT - Formulating water-based metalworking fluids (2017)
Art Gatenby - A Beginner's guide to surface tension, surfactants and micelles (2022)
How metal working fluids can boost machine shop productivity
Optimising metalworking fluids - good practice guide
Minding the metalworking fluids
Jane Marie Andrew - Condition monitoring of metalworking fluids (2019)
Metalworking fluid troubleshooting guide
Guidelines for selecting additives in metalworking fluids
Amines 101 for metalworking fluids
Chlorinated paraffins
ILMA clarifies confusion over anticipated EPA action on chlorinated paraffins (2016)
Joris van der List - Microbiology of metalworking fluids (2017)
Metal working fluid microbiology (2018)
Jeanna Van Rensselar - Biocides: Both problem and solution (2015)
Dr Neil Canter, TLT - Metalworking fluids: The quest for bioresistance (2019)
Metalworking fluid discovery of the century?
Castrol cutting fluids
Fuchs soluble cutting fluids
Minimum quantity lubrication
Minimum quantity lubrication reduces total costs of operation (2017)
Selection and use of grinding wheels (1965)
Lead enhances metal machinability. Traces of lead are added to steel, aluminium and copper alloys for rapid, accurate and efficient machining with currently available tools and metalworking fluids. The lead reduces friction between machine tools and parts, allowing faster production of parts and lower energy consumption.
Chlorinated paraffins are chlorinated alkanes that have carbon chain lengths ranging from 10 to 38, with varying degrees of chlorination. Those with lengths from C14 to C17 are classed as medium chain; from C18 to C20 as long chain; and C21 and higher as very long-chain. CPs are used in metalworking fluids as extreme-pressure agents, especially for difficult drawing, forming and removal operations. Metalworking fluids thus fortified are often used to machine titanium alloys, stainless steels and other metals, because they protect tools and components from friction, wear and overheating at high speeds and intense pressures.
Chlorinated Paraffin Industry Association Executive Director Andrew Jacques noted that "because medium-chain CPs similar to the [pre-manufacture notice] substances have been manufactured, processed and used for the uses described in the [pre-manufacture notices] for more than 40 years, manufacture, processing, distribution in commerce, use and disposal of the [pre-manufacture notice] substances in accordance with the provisions of the TSCA section 5(e) order do not create an unreasonable risk of injury to health or the environment."
George Gill
16. Rust preventives, stored machines
Dr Robert M. Gresham - Rust (2018)CHEMTOOL - Vapour phase corrosion inhibitor (2020)
Protect equipment in short-term storage, stand-by or decommissioned
Preserve equipment by oil mist lubrication
Wikipedia - Rust
Keep rust and corrosion from crippling your productivity
Rust protection oils
Paul Farless - A guide to storing spare equipment (2022)
The air headspace in steel circulating tanks can become rusty over time. Rust is a hard contaminant that can cause abrasion, promote oxidation and emulsify water. If there are no other options to control water ingression and rust, consider coating the area of the tank that is exposed to air and water condensation with a thin layer of grease compatible with the circulating oil. This should be done after a system drain and tank cleaning. The grease can be easily applied with a clean squeegee.
Michael Lofald
Oil mist is effective in protecting stored machines. The Caltex Thailand Refinery added a new dimension to the capabilities of oil mist lubrication by using it to preserve rotating machines while they were sitting in storage yards. The machine manufacturers connected tubing from the oil mist connections on the machines to connectors on the sides of the shipping crates. A temporary system was connected to the crates upon their arrival to the yard. Typically, upon startup, there are numerous bearing failures. In this case, there were virtually none.
Douglas Branham
When machines operate, the lubricant is circulated and ‘splashes’ around the inside of the machine. This provides some level of corrosion protection. When a machine stands, the machine elements above the lubricant level are exposed to water vapour, and not protected after a period of time. This can cause corrosion and result in machine failure after start-up. As there is always ‘headspace’ above the lubricant, measures need to be taken to prevent corrosion in these areas, by sealing the machines and possibly with the use of vapour phase corrosion inhibitors. The last thing that you want is that a standby machine fails on start-up when you need it most.
Try using a vacuum-packaging unit (the kind used for storing food for freezing) to help with parts storage and preservation. This quick and simple method can be used to keep items clean and dry. Parts can be sealed in plastic with a desiccant bag for good measure. It can also be used to keep small parts organized until they are needed, such as a matched set of coupling bolts, springs or electronic parts.
Van Richard
REVISION 3
Answers to REVISION 3 (link)18. CHALLENGE
Hint No. 2 (link)Hint No. 3 (link)
CHALLENGE solution (pdf)
ANSWERS
Answers (link)The following sections, except 'Oil cleanliness', are not covered in the book
Fuels
John Evans - Diesel quality and its importance (2023)Donaldson - The effect of hard particle wear on diesel injectors (2015)
George Gill - Lubes and biodiesel: Maladroit bedfellows? (2007)
Suppliers' information, approved and recommended lubricants (no endorsements, for information only)
Branded product equivalents (zip file, 2013)Lubricating equipment catalogue
PLANT ENGINEERING - Products by oil companies (June 2019)
Product equivalents
LubriTec - Synthetic SAE 50 lubricant cross reference
B’laster Corporation - PB Penetrating Grease
CASE - Commercial / Farm / Earth-moving lubricant recommendations
Castrol
Castrol
Castrol oil chooser
Castrol unveils VW's first 0W-20 engine oil (see also VW below)
Castrol Tribol GR brochure (2021)
Caterpillar lubricants (July 2014)
Caterpillar commercial diesel engine fluids (September 2014)
Cepsa lubricants
Chevron promotional (2019)
Chevron industrial and fleet lubricants
Cummins approved product lists
Cummins issues new CES 20086 oils list
Cummins OilGuard extends oil drain interval for X15 Series heavy-duty engines
Cummins recommends fuel additives
Dow Corning - Molykote G-900X Series high-temperature (220 °C) greases (2017)
ELF announces 0w-20 oil for Volkswagen (VW 508.00 / 509.00) and Porsche (C20) (2017)
Engen lubricants
Eni product brochure (2018)
Evonik additives (VII, PPD)
FL Smidth - Key to lubricants
Fuchs’ Titan Cargo MAXX SAE 5W-30 meets Scania’s LDF-4 requirements
Functional Products additives
Generation Systems Inc - LUBE-IT software (2018)
Gill - Oil condition sensors (2018)
Gill - Oil condition sensors (2018)
Harvard - Filters, carts (2018)
IFH Group - Carts (2018)
Klüber
Klüber - Using water as a functional component in specialty lubricants (2018)
Klüber articles, e.g. Bearing lubricating procedures
Lubrizol additives
Mack Trucks - Approved oils
Mack Trucks announces extended oil drain interval for genuine oil
Mobil greases
Mobil product selector
Mobil - Optimum performance with energy efficiency built in
MOLYKOTE - Machinery problems solved by selecting products
NATO's lubricant specifications
Porsche launches motor oil for classic cars with air-cooled engines
Shell products
M Hussam Adeni - Shell products (2018)
Shell lubricants
Shell Rotella product selector
Shell recommendations
Shell unveils CK-4, FA-4 strategy
Spectro Scientific - Instruments (2018)
Swift Filters Inc (2018)
Todd Technologies Inc (TTI) - Breathers (2018)
TOTAL lubricants
TOTAL industrial lubricants
TOTAL industrial greases (USA)
TOTAL industrial greases (UK)
TOTAL LHM PLUS hydraulic fluid for CITROEN
Valvoline - Synthetic petrol engine oil to combat carbon build-up (2018)
VW oils explained
Wolf releases OFFICIALTECH 0W20 LL FE motor oil for new VW engines
Lubricant monitoring, sampling and analysis
Monitoring equipment without special instruments and without laboratory samples
Oil analysis is not simply about a periodic sample pulled from a machine and sent to a laboratory. A lot of organisations today are empowering their maintenance staff and operators to do a certain amount of quick, on-site inspections and field tests. The concept of a frequent inspection, what is called a daily one-minute inspection, can far exceed the benefits of monthly or bimonthly oil sampling where very sophisticated laboratory testing is done.
Many equipment inspections are visual, and checking oil levels is the most common visual monitoring activity. Numerous potential machine failures are prevented by an attentive individual who notices a low oil level. Other valuable functions can also be performed as part of the visual inspection. Lubricant issues such as oil contaminated with water or other materials, badly degraded or oxidized oil, and excessive foaming, as well as other machine conditions including excessive vibration, loose belts, loose drive chains and loose or missing fasteners are all examples of what should be routinely documented and scheduled procedures.
In machinery condition monitoring, a decision on the condition of a machine is dependent on the nature of its signals. For example, if the machine produces excessive noise and vibration, one gets a clue that something is not normal with the machine. These signals are usually time varying and need to be understood because they carry the information from the machine to the decision system, which can be a developed software or a person.
Temperature is a very important parameter to be monitored, in particular for bearings and shaft couplings. Many instruments are widely used for temperature measurements. At high temperatures, when mounting or access to machines is a problem, non-contact instruments like pyrometers and thermal imaging cameras are appropriate.
While pulling a sample from a reservoir, an exceptional amount of air was found in the hydraulic fluid. The suction-side components were sprayed with mineral oil to locate where air was being ingested. The pump became quieter after the input shaft seal was sprayed. The sprayed oil was seen being drawn into the pump. A check of the pump revealed a worn bearing and shaft seal, which were attributed to oil contamination. The pump was replaced, and the source of contamination entry was located. The bottom line is to listen when your oil talks to you.
Mike Deal
Spell out just what the operator should do for proper equipment care, such as routine checks and records, or checking oil level and condition, removing excess dirt from the equipment, turning in equipment for oil changes and maintenance, and reporting any loose, damaged or deteriorating parts.
Keep operators conscious of the need for continuing inspection including: reporting worn or damaged tubing and hose, foaming or turbulence in the oil reservoir, signs of overheating, oil leaks, loose joints, worn seals, and any unusual noises that might mean cavitation, trapped air, or worn bearings and seals. Encourage the operator to note and report any slowdown of machine operating time that might be an early warning of future problems.
Fluid Power Maintenance and Troubleshooting
Noria - Lubrication inspection techniques (35 pages, 2000)
Michael P. Barrett, Justin Stover - Understanding oil analysis: How it can improve reliability of wind turbine gearboxes (2013)
Steffen Nyman, Morten Henneberg - Monitoring wind turbine gear oils with online sensors (2023)
Easy field tests for on-site oil analysis (short video)
Des-Case - Visual lubrication inspection (2018)
Inspection 2.0 for early fault detection (2016)
Jim Fitch - The 5 states of machine inspection 2.0 (2017)
The daily one-minute inspection (2007)
Shaun de Villiers - The daily one-minute inspection (joke)
Utilizing your senses as condition monitoring tools
Frances E. Ward, Drew Troyer - Using odou as a test (2001)
Checking the colour of the oil (short video)
Water-in-oil
Monitor water-in-oil with the visual crackle test (2002)
Rich Wurzbach - How reliable and accurate is the crackle test for oil analysis? (2023)
Water contamination (links)
What's that smell? Using odour as an oil analysis tool
Jim Fitch - How to give your machine a physical (2005)
Regular inspection of critical lubrication parameters
How to troubleshoot anything
FluidRX One Drop fluid analysis kit (patch)
Esco - Magnetic oil monitors
Deutz: Oil performance check (patch)
Gerardo Trujillo - The Blotter Spot method - Sample preparation and test procedure (2003)
Jim Fitch - Blotter Spot testing for metallic and other solid particles (2019)
In time-critical situations where real-time infrared thermography is impractical and thermocouple/recording equipment cannot be installed, consider temperature-sensitive tapes. These tapes are manufactured in a variety of sensing ranges and will clearly record the peak temperature that a machine area reached since the tape was first applied. A quick visual check is all it takes to read the "paper thermometer.
Mark Smith, Analysts Inc.
Chemists might refer to the blotter spot test as paper chromatography. It dates back to the early days of the lubrication industry in the mid-1800s and is still used today. It has been utilized for a variety of different reasons, including to assess the condition and quality of oil.
Oil and grease sampling
SUMMARY: Effective oil sampling
The sampling technique that gives the most representative sample is one in which the sample is taken from a pipe carrying oil scavenged from the wearing parts and before filtering. Clearly, it is necessary for the machine to be operational to do this. Care must be taken that the sample is representative of the complete system, i.e., that the scavenged oil has passed through all the wearing parts.
To achieve the most representative and 'trendable' information from oil sampling, follow these basic tips:
1. Samples should be collected when machines are running at normal operating temperatures, loads, pressures and speeds. This will ensure that insoluble and semi-soluble (dirt, water, and other debris) material is suspended evenly throughout the system.
2. Sample upstream of filters and downstream of machine components such as bearings and gears to obtain the best data. Sampling downstream from the filters should be performed if you wish to determine the effectiveness of your filtration system.
3. Document oil sampling procedures for each system - tools needed, line flushing requirements, sampling locations, sampling methods, and safety requirements are among some of the items to include in the written procedures. This ensures that each sample is taken in the same manner and from the same point. Procedures that are documented also help new employees quickly learn the process.
4. Properly flush sampling valves, devices, and hardware thoroughly prior to taking oil samples. To avoid cross-contamination, use a new sampling tube for each sample taken.
5. Make sure that oil samples are taken at the proper frequency and that the frequency is sufficient to identify problems. Sampling frequencies should be set specifically for a particular machine. Every machine is unique in its intended performance, condition, locality, operating environment, and maintenance schedule.
6. Forward samples immediately to the lab after sampling. Ideally, oil should be analysed within 48 hours of being sampled.
Trico Corporation
An effective flushing procedure is critical to generating an oil sample that is representative of the oil in your system. Research has shown that flushing 7 or more times the total dead volume of the sample port, line extensions, valves, etc. is necessary.
Noria - Oil sampling (webinar, zip file, 2015)
3 keys to good oil sampling (short video, 2020)
Tips for flushing oil sampling equipment (short video, 2022)
Bennett Fitch - Chevron oil sampling tool kit (2022)
Advice for quality oil sampling (short video, 2014)
Dan Holdmeyer - Fluid sampling (2022)
Jim Fitch - The basics of used oil sampling (2004)
Jonathan Trout - A guide to oil sampling hardware (2021)
Analysts, Inc. - Industrial oil analysis (How to do it) (9'video, 2020)
Bernie Hall - Step up your oil sampling programme (2021)
Bennett Fitch - Representative oil sample: Part 1 - Sample bottles (2014)
Bennett Fitch - Representative oil sample: Part 2 - Sample extraction tools (2014)
5 considerations when selecting machines for oil analysis (2018)
TestOil - How to consistently collect a representative sample (webinar)
Oil sampling do's and don'ts
Advice for quality oil sampling (short video)
Sampling procedures
Proper bottle sampling technique (short video)
John Fitch - Clean oil sampling - how to sample oil without opening the bottle (1998)
Sampling instructions
Good oil analysis starts with good sampling practices
Noria - Sampling location - wet sump (video)
Sampling points
Sampling points (short video)
Live zone oil sampling (short video, 2018)
World-Class Oil Sampling - It is Possible
Noria webinar: Best practices for oil sampling
Oil sample extraction tools
Luneta - The hub of lubricant monitoring (2018)
Sampling is key to oil analysis accuracy
Tips for flushing your sampling equipment (short video)
Lubricant sampling design and implementation
Particle settling and oil sample agitation (2015)
Test yourself question
Hydrodynamics and oil sampling
TestOil - The importance of oil sampling on a-regular basis (2018)
Tools for effective grease sampling
Grease sampling methods outlined in ASTM D7718
Quick and easy test for grease conditions
How to obtain grease sample from pillow block bearing
Jim Fitch - Why you should inspect bearing grease discharge (2012)
MRG Laboratories - Grease sampling videos
When possible, don't take oil samples from cold systems. Samples that are consistently collected from cold systems will have altered concentrations of wear metals, contaminants and other insoluble suspensions. When at rest, anything heavier than the oil will begin to settle. It takes only two minutes for a 20-micron particle of Babbitt bearing metal to settle 1/2 inch in an ISO 22 bearing oil. If unavoidable, cold systems should be labelled as such.
With the proliferation of digital cameras, why not take a photograph of the oil sample (requires the use of a transparent sample bottle) and store the image in a trending software for comparative purposes. Record a new oil sample and use this as a baseline. Set the bottle against a white background such as a sheet of paper to maintain a consistent color comparison. You can also use the camera in other ways such as to record images of the machine and sampling point as a means of identifying it in the software or to record abnormalities.
When labeling oil sample bottles prior to taking samples, consider identifying the bottle caps as well as the labels. A felt-tip pen works well. This will save a lot of time as you will not have to pick up each bottle to tell which bottle you need next.
Craig Palculict
Sampling frequencies
TestOil - Oil sampling frequency (4' video, 2020)Bennett Fitch - Representative oil sample: Part 3 - Sampling frequency and location (2014)
Establishing oil analysis frequency (short, 2018)
Establishing effective sampling frequencies (Revised in the next link)
Establishing oil analysis frequency
The importance of machine criticality
Criticality analysis for machinery lubrication (2013)
The appropriate sampling frequency is determined by the nature of the machine, its use and how important early warning is to the user. Experience has shown that in many failures abnormal wear particles were present in the lubricant, indicating that the machine was defective from the start. The reasons for this are easy to see. Many failures are the result of improper assembly, a defective part or poor design. Such difficulties result in abnormal wear debris from the beginning.
Designing oil analysis programme, standard test methods
Oil Analysis Laboratories in LinkedIn - MenuPolaris - Oil analysis (webinar, zip file, 2021)
Michael Barrett (TestOil) - The practical guide to oil analysis (2014)
TestOil - The basics: Common oil analysis tests and their significance (2013)
Dan Holdmeyer - Used oil analysis fundamentals (2022)
Matthew Adams - The power of correlating lubrication, vibration and infrared analysis results (2018)
Routine oil analysis (short video, 2022)
Michael Barrett, Angela Rivera-Ritchie - 6 ways to improve your oil analysis programme (2022)
Ludeca - Do we really need oil analysis if we are performing other CM techniques? – Part 1 (2022)
Ludeca - Do we really need oil analysis if we are performing other CM techniques? – Part 2 (2022)
Ludeca - Do we really need oil analysis if we are performing other CM techniques? – Part 3 (2022)
Alejandro Meza - Discover the potential of oil analysis (2022)
Mark Barnes - Top 10 misperceptions about oil analysis (2021)
Bennett Fitch - Oil analysis explained (2013)
Ian Miller - The importance of oil analysis (2021)
Wearcheck bulletin
TestOil - Justify an oil analysis programme with ROI (short, 2021)
TestOil - Kickstart your oil analysis programme (39 pages, 2020)
Learn oil analysis - Resources
Jim Fitch - How to make your oil analysis program produce more alerts (2018)
Tips for understanding your oil analysis reports (very short, 2018)
Jeanna Van Rensselar - Thorough oil analysis (2019)
Bill Quesnel - Best practices for using oil analysis in lubrication management (2017)
Learn Oil Analysis - Why oil analysis matters (2018)
Managing effective fluid analysis: 10 steps to realize your return on investment (2018)
Noria - How to justify an oil analysis programme (short)
Noria - How to justify a lubrication programme (2018)
Daniel Walsh, Spectro - 5 reasons why point of care oil analysis makes sense (2020)
4 ways to improve your oil analysis program
How to avoid machine failures with routine oil analysis
Implementing world-class oil analysis (short video, 2017)
Chevron - LubeWatch oil analysis program
Why oil analysis programs fail (short video, 2018)
10 steps to create a world-class oil analysis programme
Brian Groff - Strategies for lubricating heavy machinery (2017)
5 keys to a successful oil analysis program
Choosing equipment for oil analysis (short, 2018)
Best practices for using oil analysis in lubrication management (2017)
Noria - How to get maximum value from your oil analysis program (webinar, available until 27 June 2018)
The benefits of route-based oil analysis
Selecting the right oil analysis lab (2016)
Oil analysis and its role in equipment reliability (2017)
FTIR oil analysis (2015)
Understanding the 'Rights' of oil analysis
Tracking the life cycle of your lubricants
A practical approach for evaluating oil analysis results with limit values
How to select machines for oil analysis (2015)
How to select the right oil analysis tests
Bennett Fitch - Engine oil analysis (2016)
Bureau Veritas - Case study: Gear oil laboratory tests, water contamination (2017)
Effective use of the patch test for simple on-site oil analysis
Is oil analysis a waste of time?
Predicting machine failure with oil analysis (short video)
The 'rights' of oil analysis
Six steps for more effective oil analysis
5 steps to best in class oil analysis
Oil analysis optimization
How to develop an effective oil analysis strategy
Setting up oil analysis programme
Do oil and coolant analysis together
TestOil - Utilizing coolant analysis (17 minute video, 2021)
Yellotec - Why you should think about having an on-site lab (2019)
Yellotec - Is it worth the investment of an oil analysis lab? (2019)
Because the viscosity of an oil is probably its single most important property, it makes sense to measure viscosity frequently, using on-site test equipment. However, like with all onsite equipment, it's important to understand how these instruments work and their relative strengths and weaknesses. When it comes to viscosity, there are two determinable parameters, absolute and kinematic viscosity. Kinematic viscosity measures the resistance of an oil to flow and shear under gravity, such as oil flowing through a funnel. Absolute viscosity, on the other hand, determines an oil's internal resistance to flow and shear. To visualize absolute viscosity, imagine the force needed to stir an oil using a metal rod.
The viscosity reported by your lube supplier and oil analysis lab is likely the kinematic viscosity, as determined by ASTM D445. There are two main reasons why your on-site measurements may not correlate directly with the lab data.
First, most on-site test equipment actually measures absolute viscosity, but calculates the kinematic viscosity by dividing absolute viscosity by density. Because the onsite viscometers don't actually measure density but rather estimate it from the oil's spec sheets, an error can occur when translating absolute viscosity into kinematic viscosity. The measure of the absolute viscosity is correct, but because the density of the oil is only estimated, the conversion to kinematic viscosity can become overstated. Contamination and oxidation, among other things, can cause an increase in the density of used oil.
Second, if your on-site instrument does not heat the oil to 40 degrees C, and most do not, you are likely determining the oil's viscosity at the temperature of the on-site lab (typically in the 20 degrees C to 25 degrees C range), and extrapolating, again using a software algorithm to determine the viscosity at 40 degrees C. This extrapolation can also introduce errors into the reported measurement due to changes in viscosity index of the used oil.
Despite these limitations (which are actually not negatives), when used properly, on-site viscometers make valuable additions to any on-site test program. As a general rule, always baseline your new oils using your own on-site viscometer to determine nonconforming used oil viscosities quickly and simply.
Mark Barnes, Noria
A major mobile equipment manufacturer estimated that an average of 53 percent of all engine failures are a direct result of problems with the cooling system. Periodic coolant analysis, including glycol content, pH, conductivity, inhibitor analysis, visual inspection and resistance to corrosion, may be as valuable as routine oil analysis in preventing failure due to the cooling system.
While oil analysis can't fix a failed machine, it can provide pre-failure alerts, both cautionary and critical. If a root cause is detected, such as the wrong oil, dirty oil or wet oil, these conditions can then be remedied quickly.
Condition monitoring
In machinery condition monitoring, a decision on the condition of a machine is dependent on the nature of its signals. For example, if the machine produces excessive noise and vibration, one gets a clue that something is not normal with the machine. These signals are usually time varying and need to be understood because they carry the information from the machine to the decision system, which can be a developed software or a person.
Machinery Condition Monitoring: Principles and Practices
Noria - Machine and lubrication inspection (webinar, zip file)
Jim Fitch - Detection zone coding for more efficient condition monitoring (2020)
John Coultate - What’s the next big thing in wind turbine monitoring? (2023)
Ashley Crowther - The extreme ends of turbine condition monitoring (2022)
Schaeffler - How can comprehensive condition monitoring optimize maintenance (2022)
Naiqian Ren - Cost swaving is the core of condition monitoring (2021)
Sheila Kennedy - How condition monitoring is transforming (2021)
Survey of practical experience with condition monitoring (2021)
Jim Fitch - How to measure the effectiveness of condition monitoring (2017)
Robert Chapman - Oil condition monitoring keeps equipment healthy (2017)
Patrick Parvin - Choosing and implementing a successful condition monitoring programme (45' video, 2016)
Unified condition monitoring approach
Pall Corporation - Crixus fluid condition monitoring platform - moving from reactive to predictive fluid maintenance (2017)
UE- Remote monitoring platform to revamp PdM process (2017)
National Instruments - InsightCM for remote diagnostics (2018)
FUTURE: Move to IoT-based machine condition monitoring (2018)
Improving maintenance strategy with online condition monitoring
Common mistakes in CM programmes
According to the Electric Power Research Institute (EPRI), online monitoring is the implementation of applications for monitoring, maintaining, and optimizing assets from a centralized location. Such monitoring becomes necessary in today's fast-evolving global economy for companies that rely on assets as they face increasing reliability concerns. Unexpected downtime and maintenance can lead to significant cost and safety repercussions that can easily affect a company's bottom line.
LE - Industrial application condition monitoring by oil analysis
LE - We have not replaced our gear oil in 8 years
Polaris - Make oil analysis an integral part of maintenance programme
Yellotec - On-site oil analysis saved a costly seal (2020)
Analysts, Inc. - Proper testing for maximum value and equipment condition information
Selecting machines for oil analysis
Selecting machines for oil analysis (discussion)
Improve gearbox reliability with oil analysis and contamination control
Laboratory analysis of a used-oil sample
Grant Dawson - Choosing the right diesel engine test package
Spectro - Oil analysis handbook 2014-08 (pdf)
Spectro - Clarify the mystery of in service oil analysis techniques
Test explanations
TestOil - 3 categories of lubrication analysis (4 minute video, 2021)
Oil analysis tests and their significance
Oil analysis test method standards
Lubetrend - Learn oil analysis - How to read an oil sample report (video, 2018)
Three common contaminants and the oil analysis tests that can detect them
H Adeni - Testing lubricants and its significance
Koehlerinstrument - Test methods for lubricating oils
Laboratory test method codes and sample sizes
Savant - Laboratory services
Sample report with explanations
TestOil - Sample reports
Key oil analysis metrics
Oil analysis reports also frequently lack important test information relating to the machine application and the type of oil, which is essential for proper interpretation. Other common challenges include:
* The same test package is used for different types of machines.
* The individual reading the oil analysis report lacks the appropriate knowledge/understanding.
* The laboratory analyst has no knowledge of the basics of machinery lubrication and tribology.
* The oil analysis report is received several months after oil sampling.
* The lab does not follow strict procedures as per ASTM/ISO standards.
* There is no quality assurance for meeting the required standards.
* The report contains insufficient information to make any decisions.
* No interpretation or recommendation by the oil analysis lab is included in the results.
* Cross-contamination between various oil samples leads to inaccurate results.
Mohammad Naseer Uddin
Advanced test methods
Dr Christoph J. Rohbogner - Extended lubricant analysis using Nuclear Magnetic Resonance (NMR) (2023)Jonathan Trout - Infrared thermography (2019)
F.R. van de Voort, Daniel Furness, Sian Atherinos, Michael Viset - Base number analysis by FTIR spectroscopy (2022)
Ray Garvey, Spectro - Severe sliding and fatigue wear debris analysis (2022)
TestOil - Building blocks: A Guide to the fundamentals of lubrication and analysis (30 pages, 2022)
Polaris - Identifying varnish with fluid analysis (1 hour webinar, 2021)
EPT Clean Oil - Oil analysis for turbo-machinery (1 hour webinar, 2021)
Oil analysis tests to detect glycol contamination (short, 2016)
Dr Neil Canter - Emerging technologies advance traditional condition monitoring techniques (December 2019)
Learn Oil Analysis - Where each element comes from in your machinery (2018)
TestOil - Filter debris analysis
TestOil - Filter debris analysis report
New advances in wear debris analysis
Martin Vincent, Stephen Steen - Improving wind turbine fleet management with in-line wear debris detection (2021)
Michael D. Holloway - How to prevent equipment failures with wear debris analysis (2018)
Microscope (short video, 2015)
V4L - CADET Particle analysis demo (short video)
Dangers of small particles and test methods discussed (2018)
Evan Zabawski - Comments on specroscopy
Siqi Sun - Inductively coupled plasma optical emission specroscopy (2020)
Varnish: new testing techniques(2022)
TestOil - Varnish potential analysis testing (short video, 2020)
Sam Keating - Varnish Identification: Measuring oxidation products through temperature manipulation when particle counting (2019)
Fluitec - Membrane Patch Colorimetry (MPC) test ASTM D7843
EPT Clean Oil - MPC varnish potential testing ASTM D7843 (2016)
EPT - MPC varnish potential testing ASTM D7843 (2:30 video, 2013)
How light affects oil analysis results for varnish potential (2016)
How to detect varnish in turbine oils
Varnish (links)
Oelcheck - Warning values for contaminants, additives and wear
Water and oxidation sensor
UE - Condition-based approach to lubrication
Martim de Lima Pereira, Renato Augusto dos Anjos Rito - Oil analysis or vibration analysis? Which is better and when to use each technique (2020)
also in
Martim de Lima Pereira, Renato Augusto dos Anjos Rito - Oil analysis or vibration analysis? (2020)Guidelines for using ultrasound and vibration for lubrication (short, 2019)
Jeanna Van Rensselar - Ultrasound monitoring (2022)
UE - 3 ways to incorporate ultrasound in lubrication testing
SDT - Ultrasound detector
UE - Ultrasound assisted lubrication basics (2016)
SDT Ultrasound Solutions - Product manuals/
Monitoring large particles in gear oils
LaserNet Fines (LNF) instrument counts and classifies all particles
Jim Fitch - Deciphering important visual features of wear particles (2021)
Ferrography
Analytical Ferrography (short video, 2020)Raymond J. Dalley - Ferrography (2016)
Ferrography
Ferrography PQ Index
The value of analytical ferrography as a critical exploratory test
Engineers guide handbook: also alignment, vibrations, balancing (23 MB, 2018)
According to Caterpillar, catching a problem before failure occurs results in repair costs that are 5 to 25 percent of the engine's value. Catching a problem after failure occurs leads to repairs that are more than 65 percent of the engine's value.
Today, portable analysers are able to measure many relevant oil parameters at the site with no need to send samples to a laboratory. They can determine oxidation, viscosity, TBN, TAN, water contamination, additive depletion and more.
Root causes of failures, analysis interpretation
LubeTrend - Oil analysis guide (11 Mb, 2017)Matthew Adams - Root cause assessment methods: Choosing the right one for the job (2021)
FLUKE - Root causes of lubrication degradation (webinar, 2021)
Jonathan Trout - Root cause analysis explained (2023)
Jonathan Trout - FMEA explained: What is it and how do you implement it (2023)
Mark Paradies, Justin Clark - How equipment troubleshooting and root cause analysis work together (2023)
Jonathan Trout - Fishbone diagram: Determining cause and effect (2021)
Jonathan Trout - The 5 whys method: getting to the root cause quickly (2021)
Preventive maintenance: An examination of the root causes of gearbox failure (2013)
Michael W Blanchard - Preparing for a root cause analysis (2021)
Monika Malcolm - Using a root cause analysis to solve plant mysteries and prevent unplanned downtime (2021)
Thomas Brown - Failure analysis tools: choosing the right one for the job (2020)
Jonathan Trout - Root cause analysis explained (2019)
Jim Fitch - Be proactive to avoid root cause fault bubbles (2017)
Thomas L. Lantz - Proven methods for determining the cause of machine failures (2016)
How to diagnose machine failures (2002)
Greg Lee, PRUFTECHNIK Inc. - How to identify the root cause of a misalignment condition (2017)
UE - The 100 failure modes of lubrication and lubrication programs
Acculube - There are 4 main reasons lubes fail (2017)
Root cause analysis (2018)
Quant - Improving equipment reliability through the implementation of Root cause analysis (RCA)
Pinnacle - Root cause analysis
Finding the root causes of oil degradation
Determining the cause of oil degradation
Drew Troyer - Root cause analysis techniques for the lubrication professional (2002)
Root cause analysis for lubrication failures (2006)
Medical Device Academy - Root cause articles
Root cause analysis, four different investigation tools
Root cause analysis slides
Jim Fitch - The power of root cause pre-failure analysis (2016)
Root cause analysis training (2017)
Root cause analysis, calculators, tools and assessments (2017)
Reliability-centred maintenance and root cause analysis(2008)
Root Cause Analysis recognises that a symptom has an immediate cause, which can in turn be caused by a deeper seated problem.
If you only address the symptoms – what you see on the surface – the problem will almost certainly happen again.
Root Cause Analysis seeks to identify the origin of a problem. It uses a specific set of steps:
Determine what happened.
Determine why it happened.
Decide on an action to reduce the risk of it happening again.
Root Cause Analysis typically leads to one or more of the following three basic types of causes:
Physical causes – something physical failed or stopped working.
Human causes – somebody did something wrong, made a judgment error.
Organisational causes – a system, process, or policy that people use to make decisions or do their work is inadequate.
Terotechnica Asset Management College
Oil analysis and filter analysis
Spectro - Measure reliability with oil analysis (webinar, zip file, 2017)Yellotec - On-site oil analysis saved a costly seal (2020)
Paul Llewellyn - Oil analysis 101 (45' video, 2019)
TestOil Knowledge Centre
Bryan Debshaw - Enhancing equipment performance: the role of oil analysis and particle counting (2023)
John Ross - What am i looking at: 3 questions in oil analysis (2023)
Joseph Fotue - 4 key elements for interpreting an oil analysis report (2023)
Tex Leugner - Correctly and completely interpreting oil analysis reports (2022)
How to interpret oil analysis reports (2016)
How to interpret oil analysis data (2012)
Vibration and oil analysis techniques reveal root cause and severity
Andy Page - Interaction between oil analysis and vibration analysis (2018)
Extend vibration from mechanical to tribo-mechanical condition monitoring closing the gaps between vibration and oil analyses (2019)
Implementing world-class oil analysis (short video, 2017)
TestOil - Oil analysis report interpretation (webinar, 2020)
How to interpret oil analysis reports (2016)
Jesus Teran Dagnino - Oil analysis interpretation for gearboxes (and general info, 2017)
Evan Zabawski - Holes in the data (2019)
Evan Zabawski - Oil change as a corrective measure?
Wes Cash - Why you should cross-check your oil analysis lab (2017)
TestOil - Oil analysis alarm limits (short video, 2020)
Ray Garvey, Daniel Walsh - Oil analysis alarms: Practical steps to increase your site’s ability to detect and manage abnormal lubrication events (2022)
Ray Garvey - Analysis of large wear debris is essential for comprehensive oil analysis (2022)
Learn oil analysis - What do TAN and TBN mean (2018)
How engines consume oil ... and oil analysis results (2016)
Matt Spurlock - Repeating trends in oil analysis reports (2006)
Learn oil analysis - How to read an oil sample report (video, 2018)
The wrath of unscheduled downtime: Why oil analysis is a wise and effective defense
Making sense of oil analysis results
TestOil - Materials identification analysis report
Hi-Pro - What to look for in a dissolved metal analysis (2018)
Oil analysis: Five things you didn't know
Top 10 oil analysis misperceptions (You can also page through the magazine)
Systematic oil analysis interpretation
Engine oil analysis
In-service fluid analysis, part XL (2018)
Establishing elemental limit values for motor oils
John S. Evans - Wear limits vs. trends (2006)
Set oil analysis limits correctly (2005)
With oil analysis "What you know is what counts" (2005)
Evaluating the source of silicon in oil
Sources of silicon in oil
Typical sources of copper within an engine include the wrist-pin bushings, thrust washers, oil pump, governor, valve-train bushings, cam bushings, oil cooler and bearings.
Magnesium (Mg) is sometimes present in alloys of machinery casings and structures such as turbine accessory casings. Magnesium is commonly used as a detergent and/or dispersant additive in crankcase oils. It can also be the result of seawater contamination.
The presence of silicon in oil is associated with the presence of air-borne dust or dirt. Dirt is not pure silicon, but silicon combines with oxygen (and other elements) to form a family of compounds known as silicates or pure silicon dioxide (also known as silica). Silicon is element 14 in the periodic table and found towards the upper right-hand part of the table. It is a metalloid, which means that it is not wholly a metal or a non-metal but has characteristics of both groups of elements; it is chemically similar to carbon. Silicon is the eighth most common element in the universe but the second most common element in the earth’s crust after oxygen, and has a melting point of 1410˚C.
Unfortunately for the oil analyst, seeing silicon in an oil sample does not always mean that dirt is present; silicon can have many other sources. For a detailed overview of silicon, silicates and sources of silicon please visit the following technical bulletin:
John Evans, Wearcheck - SOS: Sources of silicon (2012)
Sodium in oil
Root causes of sodium and potassium in engine oil
The effects of glycol contamination in engine oils
Learn Oil Analysis - Water or antifreeze (glycol) contamination (2017)
Oil analysis tests to detect glycol contamination (short, 2016)
Identifying root causes of machinery damage with condition monitoring
Hy-Pro - Fluid analysis reference guide
Elemental analysis (2002)
Noria - Elemental analysis (video 2012)
Grant Dawson - Understanding basic oil analysis (video)
Grant Dawson - Oil analysis: Sources of atomic elements
Learn Oil Analysis - Guide to contamination with wear metal elements (2018)
Grant Dawson - Understanding diesel oil analysis reports
Grant Dawson - Spectrochemical metal limits
Adam Cutler, Learn Oil Analysis - Copper, the awkward wear-element that can be high and normal and low and critical (2018)
Understanding automatic transmission oil sample report
Spectro - Fuel dilution testing in the field
Best tests to detect fuel dilution (short, 2018)
Influence of engine oils dilution by fuels on their viscosity, flash point and fire point
Jim Fitch - The anatomy of a filter inspection report (2022)
Oil filter analysis uncovers hidden problems
Filter element examination
3 ways to analyze an oil filter (short, 2019)
Jeanna Van Rensselar - Filter debris analysis: From aircraft to wind turbines (2018)
Oil analysis reports frequently lack important test information relating to the machine application and the type of oil, which is essential for proper interpretation. Other common challenges include:
* The same test package is used for different types of machines.
* There is no reason to perform oil analysis if the data obtained is not properly understood. With so much information packed into a few pages, reading lab reports can be overwhelming to the untrained eye. Unfortunately, a majority of plant personnel who receive these reports do not understand the basics of how to interpret them.
* The laboratory analyst has no knowledge of the basics of machinery lubrication and tribology.
* The oil analysis report is received several months after oil sampling.
* The lab does not follow strict procedures as per ASTM/ISO standards.
* There is no quality assurance for meeting the required standards.
* The report contains insufficient information to make any decisions.
* No interpretation or recommendation by the oil analysis lab is included in the results.
* Cross-contamination between various oil samples leads to meaningless results.
Grease analysis
Alain Noordover, SKF - grease analysis in the field (2010)Rich Wurzbach - Grease analysis: achieving sustainability in asset management (2023)
Badass Grease - Key grease tests for selecting a heavy-duty grease (2022)
Andrea R. Aikin - Condition monitoring of greases (2021)
Devin Jarrett - 4 grease tests for centralized lubrication systems (2017)
Grease analysis methods
Grease analysis
Best methods for analysing grease
Grease analysis: Early warning system for failures and proactive maintenance tool
10.2 Oil cleanliness
Polaris - Test methods comparison (webinar, zip file, 2021)Lars Arvidson, C.C.Jensen - Maintaining oil cleanliness (2009)
Sun Coast Resources - Oil cleanliness
Mary Moon - Taking lubricant cleanliness to the next level (2008)
Jeremie Edwards - DO’s and DON’Ts of setting contamination control objectives (2021)
Joel Scarbrough - Why scheduled oil changes aren’t enough to mitigate lubricant contamination (2023)
Jim Fitch - Is liquid sandpaper lurking in your machine? (2023)
Keith Mobley - Lubrication contamination prevention (2023)
Al Smiley - Minimizing hydraulic downtime with proper filtration (2019)
SKF - How clean should hydraulic oil be?
What is lurking in your lube oil tank? (2021)
Jeanna Van Rensselar - The value of lubricant cleanliness (2021)
Jeanna Van Rensselar - Clean lubricant programme success (2021)
Scott Howard - 4 sources of contamination in your system (2021)
Hi-Pro - Blogs
Dr Robert M. Gresham - Contamination control (2015)
TestOil - Five steps to control lubrication contamination (2020)
Des-Case - Introduction to oil cleanliness (18 Mb, 2020)
Schaeffer - How dirt and water interact with lubricants and their effects on equipment (2019)
How to set oil cleanliness targets (short, 2018)
Loren Green - Why Clear and Bright is not good enough (2014)
Steven Lara-Lee Lumley, WearCheck - Keep it clean (2018)
Hi-Pro - How filters are tested (2019)
Noria - Maintaining oil cleanliness standards for better contamination control (short, 2006)
Brendan Casey - How to define and achieve hydraulic fluid cleanliness (2004)
Des-Case - Fundamentals of contamination-control (video, 2018)
Training strategies to control contamination (2017)
Des-Case - Cost saving calculator
FlowEzy - Dirt affects hydraulic performance (2 pages)
Oil target cleanliness calculator (2013)
Harvard - Cleanliness/lubrication
Bosch Rexroth - Hydraulic fluid cleanliness, 5 tips (2013)
Wade Babcock - Reducing the effects of hydraulic fluids contamination (2006)
Des-Case - Fundamentals of lubricant contamination control (2016)
Wind turbine gearbox oil contamination case study (2001)
Contamination control is critical
UE - Controlling contamination to control costs
...don't forget contamination
Sources of contaminants
Flow Ezy Filters - How dirt affects hydraulics (short, 2018)
Contamination control is everyone's responsibility (video)
UE - Controlling contamination to control costs
Horizon - Setting contamination flagging limits (2018)
The causes and effects of hydraulic oil contamination (video)
How silt lock can destroy hydraulic valves (2012)
How to mitigate contaminant ingression in hydraulic systems (2017)
How clean is your hydraulic fluid?
Mark Barnes - New oil is not clean oil (2023)
Y2K - New oil is dirty
KLEENOIL - Is your new oil really clean oil? (2022)
Loren Green - Why new oil should be filtered (2019)
Harvard - Filtering the new oil (short)
Oil Filtration Systems - Filtering brand new oil, why and how (2018)
Cleanliness extends lube, equipment life
Effects of contamination on the pump life (video)
How particle ingression impacts equipment reliability
Rich Wurzbach - Why grease cleanliness should not be overlooked (2018)
Spectro - In-service oil and fuel analysis
Jim Fitch - Visual features of wear particles (2021)
Solid particles
Characterization of particles from in-service lubricants (ASTM)
Wes Cash - Dirt is harder than metals in machines (2015)
Improve oil cleanliness (short video)
Minimizing the impact of built-in contamination in hydraulic systems
5 tips for setting target cleanliness levels
Bosch Rexroth - Importance of hydraulic oil cleanliness and tips to protect your systems (video, 2014)
Chevron ISOCLEAN certified lubricants
Causes and hazards of silt lock
Electrostatic cleaning: Valve stiction problem cured by soft particle removal
TestOil - Get the picture: Oil analysis handbook (40 pages, 28 Mb, 2022)
MP FILTRI - Fluid condition handbook (1.2 Mb)
TestOil - Hydraulic oil analysis report
Back to Hydraulics
When installing fine-filtration (3 to 10 micron) reservoir breathers, make sure the breather has an internal differential pressure gauge to alert you when the filter is dirty. If your breathers do not have this built in, add pressure and vacuum gauges to the reservoir head space. Then add inspection of these gauges to your pre-PM checks while the machine is in normal operation.
Translucent new oil is visually assumed to be clean but it often contains more contamination than the existing oil being replaced. Typically, new oils delivered to customers are rated 22/21/18 (ISO 1044c Cleanliness Standard – now ISO 4406) and sometimes worse. To eliminate the risk of adding new contaminated oil, the end user is placed in a position of having to filter new oil before it is put into service.
Equipment that is run in an extremely dirty environment, such as in a forge or foundry, needs extra care to avoid contamination. Always try to keep equipment sealed and avoid unnecessary opening of the reservoirs. Install quick disconnects in your tanks and on your fill vessels for filling or topping up hydraulic tanks. All equipment should have mainstream sampling taps installed for uptime or running sampling. This will result in a true indication of the oil condition, avoiding any bottom sampling.
James Ott, Patriot Forge Co.
Why do spool valves in hydraulic systems sometimes stick? In a word: contamination.
In common, garden-variety directional control valves, the radial clearance between the spool and bore ranges between 3 and 13 microns. And in practice, perfectly round and straight bores are difficult to achieve. And so the radial clearance typically varies across the length of the spool. This influences spool friction-but so too does the cleanliness of the oil.
If the clearances between the spool and bore become invaded by hard particles (silt) or soft particles (varnish and sludge), more force is required to move the spool. According to test data from Eaton Hydraulics, if the radial clearances of a one eighth inch spool valve operating at 3,000 PSI silt up, 30 pounds of force is required to move the spool. But if the valve is solenoid operated, the solenoid can only exert 10 pounds of force!
This problem is commonly referred to as 'silt-lock' and can be especially problematic for valves in contaminated systems which are operated infrequently. Furthermore, if a silt-locked valve is operated by an AC solenoid, then the likely outcome is a burnt-out solenoid. This occurs because the silted spool prevents the solenoid plunger from being completely pulled into its coil. And as a result, the coil is exposed to inrush current for as long as it is energized-the heat from which it can't dissipate. This causes the insulation around the coil windings to break down and the coil eventually shorts out.
The good news is preventing valve silt-lock is simple enough. Keep the oil 'clean, cool and dry'. The 'clean' i.e. adequate filtration combined with the elimination of particulate ingression points will take care of the hard particles. The 'cool and dry' i.e. not letting the system run too hot and preventing the ingression of and removing water will eliminate the formation of soft particles, such as varnish and sludge.
There are generally only two conditions that necessitate changing the oil in a hydraulic system:
1. Base oil degradation
2. Additive depletion
Contaminants of the hydraulic fluid such as hard and soft particles and water can be removed from the oil and therefore don't mandate an oil change.
Techniques for flushing hydraulic systems vary in cost and complexity. Before I discuss some of these methods, let's first distinguish between flushing the fluid and flushing the system.
The objective of flushing the OIL is to eliminate contaminants such as particles and water.
This is usually accomplished using a filter cart or by diverting system flow through an external fluid-conditioning rig.
The objective of flushing the SYSTEM is to eliminate sludge, varnish, debris and contaminated or degraded fluid from conductor walls and other internal surfaces, and system dead spots.
Reasons for performing a SYSTEM flush include:
1. Fluid degradation - resulting in sludge, varnish or microbial deposits.
2. Major failure - combined with filter overload disperses debris throughout the system.
3. New or overhauled equipment - to purge 'built-in' debris.
Common methods for flushing hydraulic systems include:
* Double oil and filter change.
* Mechanical cleaning.
* Power flushing.
The technique or combination of techniques employed will depend on the type of system and its size, your reliability objectives for the equipment and the reason for the flush.
Double oil and filter change
This technique involves an initial oil drain and filter change, which expells a large percentage of contaminants and degraded fluid. The system is then filled to the minimum level required and the fluid circulated until operating temperature is reached and the fluid has been turned over at least five times.
The oil is drained and the filters changed a second time. An appropriate oil analysis test should be performed to determine the success of the flush.
To maximize the effectiveness of this technique, the system should be drained as thoroughly as possible and the reservoir mechanically cleaned.
Mechanical cleaning
Although not technically a flushing technique, the selective use of mechanical cleaning may be incorporated in the flushing strategy.
This can involve the use of a pneumatic projectile gun to clean pipes, tubes and hoses, and disassembly of the reservoir and other components for cleaning using brushes and solvents.
Mechanical cleaning is labour intensive and therefore costly. It carries with it reliability risks associated with opening the hydraulic system and intervention by 'human agents'.
Power flushing
Power flushing involves the use of a purpose-built rig to circulate a low viscosity fluid at high velocities to create turbulent flow conditions (Reynolds number > 2000).
The flushing rig is typically equipped with a pump that has a flow rate several times that of system's normal flow, directional valves, accumulators, fluid heater and chiller and of course, a bank of filters.
The directional valves enable the flushing direction to be changed, the accumulators enable pulsating flow conditions and the heater and chiller enable the fluid temperature to be increased or decreased, all of which can assist in the dislodgment of contaminants.
Analysis of the flushing fluid is performed regularly during the flushing operation to determine the point at which the system has been satisfactorily cleaned.
What about components?
The question of how to deal with system components arises when contemplating a hydraulic system flush. Plumbing should be flushed first in isolation from pumps, valves and actuators. Once the conductors have been flushed clean, valves and actuators can be gradually included in the flushing circuit.
The decision to disassemble and mechanically clean components will depend on the type of equipment, your reliability objectives and the reason for the flush.
With the exception of new or overhauled equipment, the need to flush a hydraulic system generally represents a failure of maintenance.
If you follow an effective proactive maintenance program like the one I outline in 'Insider Secrets to Hydraulics', it's likely you'll never need to flush!
Brendan Casey
Particle counting
Mark Barnes - Particle counting (2023)Polaris - The power of particle count (webinar, zip file, 2021)
Martin Williamson - Particle counting in condition monitoring – managing expectations (2023)
Mark Barnes - Particle counting (2023)
Paul Farless - The importance of oil analysis and particle counting (2023)
TTI - Understanding ISO codes (video, 2023)
Noria - Why particle counters make lubrication programs more effective (short video)
Noria - Particle counting: getting started and best practices (2022)
Devin Jarrett - Particle counts: What they mean and how to use them (2019)
Understanding ISO codes (2021)
SAIT - Particulate detection in lubricating oil (2009)
Whyps - Cleanliness monitoring of hydraulic systems
Parker - Guide to contamination standards
Spectro - ICP-OES technology
Monitoring large particles in gear oils
Learn Oil Analysis - Particle counting (2018)
Learn Oil Analysis - Why do particle counters differ in results (2018)
Spectro - Particle measurement techniques
How to get the most from tour particle counter (2018)
Particle counting - oil analysis 101
Devin Jarrett - Particle counts: what they mean and how to use them (2019)
Beckman Coulter - Importance of particle counters (2017)
Particles: friend or foe? Understanding the value of particles in oil analysis (2012)
Hydraulic oil contamination (NAS, ISO)
Oil cleanliness codes
ISO 4406 Cleanliness Code
What is the ISO Cleanliness Code (2012)
ISO 4406: What do those numbers mean in the ISO Cleanliness Codes?
ISO Cleanliness Codes (video)
Des-Case - ISO Cleanliness
Elevated particle count - what now?
Value of particle counting in oil analysis
Particle counters
Purifying oil, preventing contamination
Jeanna Van Rensselar - Best practices for avoiding lubricant contamination (2021)A much closer look at particle contamination
MP Filtri - Continuous contamination monitoring
Spectro - Detection of abnormal wear particles in hydraulic fluids via electromagnetic sensor and particle imaging technologies (2018)
Advantages of having an on-site particle counters (short video)
Dr Robert M. Gresham - Contamination control (2015)
Contamination control strategies for turbomachinery (2016)
SKF - Sustainable contamination control in hydraulic applications (2022)
Synthetics, contamination control and oil analysis team up
When fluid that is cleaner than ISO 14/12/9 is required...
Valve stiction problem cured by soft particle removal (electrostatic liquid cleaner)
SWEPCO 728 In-service system cleaner
Gearbox contamination control - Breathers
Keeping fluid clean in the reservoir (page 28, 2017)
How to improve desiccant breather life (short video)
Filler-breather adapter simplifies hookups (2017)
Des-Case - Connected breathers (2018)
Todd Technologies Inc (TTI) - How to make the most of your desiccant breathers (2020)
Des-Case - How to select breathers (2018)
Des-Case - Desiccant breathers
Todd Technologies Inc (TTI) - Desiccant breathers (2020)
Todd Technologies Inc (TTI) - How to get more value from your desiccant breathers
Jonathan Trout - Desiccant breather buyers guide (2019)
Jonathan Trout - Desiccant breather buyers guide (alternative address, 2019)
In gearboxes where installing a filter is not within the budget and water condensation is not an issue, use a rubber balloon on the vents and breathers. It is inexpensive and keeps contaminants out without blocking ventilation in the gearboxes. Compatibility of the oil with the balloon should be checked in advance by soaking the balloon in the oil to be used.
Audrei Caroline Moron
General Motors concluded that, "Controlling particles in the 3 micron to 10 micron range had the greatest impact on wear rates and that engine wear rates correlated directly to the dust concentration levels in the sump."
Some additives can interfere with the particle count. Perhaps the biggest offender is the silicone defoamant, which is not dissolved in the fluid but rather suspended as microglobules in the 5 to 10-micron range.
One simple way to track the success of lubrication best practices in contamination control is by charting filter changes on equipment due to plugged filters. Before implementing improved contamination exclusion practices, we were getting at least one plugged filter per week on eight separate lube systems. A year after implementing best practices, we may get a plugged filter every three months. This has cut downtime costs, off-quality time, as well as filter and oil costs.
Brian Lees
Particle Volume Indexing (PVI))
Consider the particle sizes as well as particle size distribution that different wear mechanisms can generate. In many instances, particle sizes start small and grow progressively larger as a wear problem increases in severity.
ISO 4406 particle counting is an excellent tool for determining oil cleanliness but particle count data itself also allows us to quantify particles into different size ranges. This quantification is often referred to as the particle size distribution. Particle size distribution is an important factor when trying to assess the development of an abnormal wear situation.
PVI is a non-standard index number, originally developed by a major earthmoving OEM (Original Equipment Manufacturer). PVI estimates the total volume of all the particles in the oil sample based on the particle count data obtained in all eight channels of the particle counter from four to 100 microns. PVI can be a useful tool for identifying and evaluating shifts in the particle count distribution that could indicate an abnormal wear situation developing. The value of PVI lies in its ability to express all eight channels of the particle counter as a single number which makes spotting changes in the particle size distribution easier.
Steven Lara Lee Lumley, Wearcheck, South Africa (stevenl@wearcheck.co.za)
Filtration, filters
Be sure to monitor your filter change interval. Premature plugging is usually a sign of a problem that merits further investigation. This may be caused by airborne dust from nearby construction or a prolonged dry spell raising atmospheric dust levels. Whatever the source of dirt, the root cause should be investigated, and the seals or breathers may need to be serviced or upgraded. In certain cases, the problem may be associated with a change in the performance of the filter from your supplier. Extremely long filter life is as much of a concern as too short of a life.
Have you seen a spike in particle counts for a stable circulating oil system where no oil has been added or lost? Check to see if the oil filter was changed just prior to the sample date. It's not uncommon for a spike in particle counts to occur after changing filters due to the system "disturbance." Therefore, don't be too zealous in changing filter elements purely on a calendar basis. Take advantage of their operating life and only change them when they have reached load capacity or been in the system for the recommended service life.
TestOil - Filtration and the importance of cleanliness (webinar, zip file, 2016)
TestOil - Filtration (webinar, zip file, 2020)
Dr Nancy McGuire - Industrial oil filtration (2021)
Wes Cash - Can defoamant additives be filtered? (2016)
Pall Corporation -_Filtration e-book (2016)
Dan Holdmeyer - Filters: Types, ratings and efficiencies (2023)
TTI - The DOs and DON’Ts of oil filtration (2022)
TTI - Fighting contamination (2022)
Don Krause - A checklist for sizing hydraulic filters (2022)
Simone Ortner and Dr Anastasia Peters - Filter elements in hydraulic filtration (2022)
Engine oils and their filters (2018)
SKF RecondOil Box (video, 2022)
SKF - Oil as a service (2022)
Hi-Pro - Filtration catalogue (2022)
Bennett Fitch - Anatomy of an oil filter (2013)
Todd Technologies Inc (TTI) - How to fight contamination with better filtration choices (2021)
Todd Technologies Inc (TTI) - PowerGuard filter elements (video, 2021)
Ivan N. Sheffield - Cleanliness programmes are key to keeping oil and hydraulic fluids at their best (2021)
John Fleming - Selecting the appropriate filtration system contributes to longer service life (2021)
TestOil - An in-depth look at filtration (webinar, 2021)
Alan Hitchcox - Understanding filtration specifications (2019)
Curt Rausch - Which hydraulic filters are most effective (2002)
Bennett Fitch - The effects of water contamination on oil filters (2018)
Steffen D. Nyman - How to verify oil filtration efficiency (2018)
Hi-Pro - Servo valve failures: A video case study (2019)
Hi-Pro - Blogs
Bill Novak - Five must-knows for successful hydraulic filter sizing (2019
LubriSource - Understanding oil filtration (brief, 2019)
Jim Fitch - Managing the costs of lubricant filtration (2005)
When should oil be filtered?
Taher Salah et al, Hydraulics & Pneumatics - Integrated monitoring and filtration in a steel mill (2018)
Des-Case - Filter new oil
TestOil - Fluid filtration and the importance of cleanliness (webinar)
Keeping fluid clean in the reservoir (2017)
Some interesting blogs in English - Click on 2013 in Blog archive, scroll down near the bottom, 3 June 2013: High speed oil flushing and filtration
Kleenoil - Cellulose depth filtration: the best oil cleaning techniques (2021)
EPT Clean Oil - ICB ion-exchange filter (2022)
Des-Case - Off-line filtration (short, 2022)
Des-Case knowledge centre
C.C.Jensen - 7 tips for offline filters (2021)
C.C.Jensen - Off-line fine filter
Hi-Pro - Benefits of offline filtration (2018)
C.C.Jensen - Offline filters for gearboxes
C.C.Jensen case study: Conveyor belts gear box (one page, 2009)
Harvard - Why supplemental filters?
Jonathan Trout - Oil filter carts: A technical overview (2019)
RPS - Filter carts
Macpherson curve graph
Macpherson curve: clean oil = 70% gearbox life extension
C.C.Jensen - How to use offline filters to rescue dirty gearboxes
Selecting the right oil filter
Dustin Flynn - Dynamic filter efficiency (2021)
Jeremy Wright - Understanding filter efficiency and Beta Ratios (2008)
Understanding oil filter ratings
C.C.Jensen - Oil filtration
C.C.Jensen - Tools to verify oil filtration efficiencies
How to evaluate oil filters (video)
Oil filters (video)
MP Filtri - Filters (just 2 pages, 2018)
Changes in filtration and contamination - switching directions for the filtration industry
Steven North - How to extend machine life with bypas filtration (short, 2017)
Parker Racor - By-pass oil filtration of engine oil
By-pass oil filtration
ROI with kidney loop by-pas filtration
How to select the right filtration skid for offline kidney-loop oil filtration (2018)
High viscosity gear oil filtering (short video)
Reducing wear particle generation (filtering and using PAG)
12 guidelines for using oil filters (2012)
Hi-Pro - Oil filter elements and media types (2018)
Noria - Dirt-holding capacity of filters (short video, 2018)
For the same size, microglass and fibreglass filters hold more dirt than cellulose filter media types.
Hydraulic filter elements divide into two main categories: surface and depth. Surface filters typically have a wire mesh construction like, for example, a suction strainer. Depth filters are constructed from a matrix of fibres. Cellulose (paper), plastic, glass and metal can all be used to construct a depth filter.
Man-made glass fibers are smaller and more uniform than naturally occurring cellulose fibers. When glass fibers are woven into a layer, the result is a more consistent pore structure which captures and retains dirt better (high filtration efficiency).
Plus glass's smaller fiber diameter means there's more of them in a given volume and therefore more spaces to catch and retain dirt. Size for size, this gives glass filter media more dirt holding capacity than cellulose. Glass-fiber elements have the added benefit of superior fluid compatibility. They're suitable for use with mineral, synthetic and water based fluids.
The superior performance of glass elements does come at cost in terms of the element's flow resistance and therefore the pressure drop across it. As you'd expect, filter efficiency and pressure drop go together, hand-in-glove. Cellulose elements are low efficiency; low pressure drop. Glass elements are high efficiency; high pressure drop--all other things equal.
And as is often the case, with higher performance comes higher price. Cellulose elements are cheap to buy; glass are not. But this is not the whole story. Because it's not the absolute price of the element that matters. It's the dollars per gram or ounce of dirt captured and retained that matters.
With this in mind, glass filter elements can last three to five times longer than equivalent cellulose elements. Which means if you're ever doing a detailed cost comparison, don't forget to include the cost of carrying out the element changes. If a glass element lasts three times as long, you save two filter changes. If it lasts five times as long, you save four filter changes.
But don't forget, if you're considering changing the elements in existing filter housings from cellulose to glass, be sure to check that the increase in pressure drop created by the higher efficiency element is not going to cause problems--like putting the filter on bypass, for example.
Brendan Casey
One mining company was replacing a 460 litre per minute piston pump and a radial hydraulic motor approximately three times per year. The solution was to install ten micron bi-directional filters in the ‘A’ and ‘B’ lines of the closed loop hydrostatic system lines. After seven years the pump and motor were still working, performing without a problem.
One company wanted to replace their 30-solenoid operated directional control valves with another make as they were replacing the solenoids daily. The standing order for solenoids was 125 per month. Once the oil was filtered the company had no more problems. That was the worst incident that was encountered. Solenoid failures are generally two to three per month, once correct filtration is applied solenoid failures almost cease.
Garnett Cross
Viscosity is not the only issue associated with a high-pressure drop across filters on start-up. It might also have to do with the oil not having a high enough cloud point. For indoor equipment where filter elements are involved, this can be much more important than the pour point. The cloud point is the point when you can first see wax coming out of solution. If you can see the wax, then you know that the filter will also see it. In most cases, the wax goes back into solution as the oil warms up. There is generally not a good correlation between cloud point and pour point because pour point depressants (additives to lower the pour point) enter into the picture.
Ken Brown
Select the right gearbox piping
When retrofitting gearboxes for service and filtering, consider using stainless-steel piping instead of black iron piping. After a rather short period of time, the inside of the black piping may begin rusting and flaking off into the gearboxes, producing false test results. This is more predominant in high humidity and frequent washdown areas.
Jeffery May
Choosing the oil filter location (2017)
Fundamentals of filters - Select page 18
Matching oil filtration to machine requirements
C.C.Jensen - Oil filters (video)
Hy-Pro - Dynamic Filter Efficiency testing method (2016)
Hy-Pro - Problems with C.C.Jensen cellulose media filters
High viscosity gear oil filtering
Pall Corporation - Oil filters and purifiers
Pall Corporation - Oil purifiers (2021)
Parker - Oil purifier
Y2K - Removing moisture and particulate contamination
Y2K - All filters are not created equal
Harvard - Oil filter carts (2018)
Oil Filtration Systems (2020)
Additives not removed by filters (2013)
Maintenance tip: Equipment optimisation through modification:
More than 75% of all problems in fluid systems can be traced back to contaminated oil. Therefore, proper lubrication goes beyond choosing the correct lubricant; it includes keeping the lubricant free of contaminants and monitoring oil cleanliness is the most important factor in preventing system failures.
You might have to modify the equipment so it remains sealed during all phases of normal operation—including routine maintenance, such as level checks and oil changes. This can be achieved by retrofitting the drain and fill/breather ports with modification kits that permit multiple access points to the equipment without opening the sump to the environment. Modifications should be designed in a way to help you:
- Top up oil
- Check oil level
- Take oil samples
- Drain/fill oil
- Kidney loop oil filtering
Advice:
When replacing top-suspended spin-on or threaded canister-type filters, fill them with fresh oil before installation. This will reduce the amount of time that the engine or machinery undergoes dry start-up by having that extra available amount of oil available. In some cases, it could also prevent filter damage when a gush of high-pressure fluid hits a dry element.
From Brendan Casey:
"Brendan, your book 'Insider Secrets to Hydraulics' motivated me to build a small, kidney loop filter cart comprising a 145 micron screen, pump, water absorbing filter and final 3 micron filter (Donaldson P550275, P565062 and P551550 respectively). A second-hand 3 GPM pump and motor drive the system.
The limiting factor is inlet vacuum at the pump which I limit to less than 5 PSI via a pressure relief valve at the pump outlet which relieves back to the intake side of the inlet filter. That routing was chosen to provide rough filtration and more heat exchange surface for the oil being recirculated within the pump.
With cold hydraulic oil this gets me a throughput of around 1 GPM which I run for several hours to get several full passes. All very modest, but a real money saver. The alternative - annual oil changes - would cost around $450 at today's $15/gallon prices. The total cost of my self-made cart was less than that so it paid for itself in the first year. I suppose I should still change the oil every three years or so to maintain the additives and all. Even at that rate the cart will have reduced my oil cost to one third of what it would have been. Rather satisfactory."
Brendan Casey comments: Is this filter cart design technically perfect? Probably not. Is it effective at cleaning and drying the oil? Almost certainly. Sure, this member needs to get a bit more sophisticated and do regular oil analysis - to know for sure when the oil's additives and/or oxidative life have been used up.
Flushing
Jim Fitch - 11 tactics for a strategic oil flushing program (2004)How to flush gearboxes and bearing housings (2006)
When oil flushing is necessary (2023)
Nic Schaff - Planning oil flushing for proactive maintenance (2022)
Jim Fitch - When to perform an oil flush (2004)
Factors to consider before an oil flush (short, 2017)
Larry B. Jordan - 6 steps for successful oil flushing (2021)
Advice for flushing sumps (short, 2012)
Turbine oil flushing (short, 2011)
Nic Schaff - Cost-effective turbine oil flushing (2022)
Nic Schaff - How to check system cleanliness after an oil flush (2021)
Jim Fitch - Oil flushing tips to address the fish bowl effect (2009)
Automatic transmission flushes (video)
Flushing methods (Solving recurring oxidation problems)
Hydraulic system flushing procedures (2019)
11 simple steps for flushing a hydraulic system (2013)
Industrial Fluid Management - High velocity oil flushing (PDF, 2021)
Industrial Fluid Management - High velocity oil flushing (2021?)
Industrial Fluid Management
Pulsating hot oil flushing technology
Some interesting blogs in English - Click on 2013 in Blog archive, scroll down near the bottom, 3 June 2013: High speed oil flushing and filtration
Larry B. Jordan - Four types of oil flushes (2018)
How to verify system cleanliness after an oil flush (2017)
Alternatives to lubricant flushing
High Velocity Oil Flushing is an essential process to ensure optimal reliability of critical components within hydraulic systems and the lube oil systems of rotating equipment.
Flushing may often be required when the system is new or during subsequent service, particularly after repairs, if significant contamination has occurred. Large systems assembled on site frequently incorporate components treated with temporary corrosion protectives. Unless such materials are removed prior to filling the system with a clean hydraulic fluid, they will gradually dissolve in the working fluid and may detract from its performance in several respects, e.g. by promoting emulsification.
If flushing is required, it is preferable to utilize the grade to be used in service or a lower viscosity grade of similar composition. Critical components (valves, hydraulic pumps and motors) should preferably be isolated or by-passed during the flushing operation to avoid harmful accumulations of particulate contaminants, thus defeating the purpose of the treatment. A minimum charge of flushing oil should suffice, this being circulated through the system and adequately dimensioned supplementary filter(s) by a suitable external pump. Filters should be checked periodically and flushing continued until particle counts on the fluid returning to the filters decrease to a satisfactory level.
Hydraulic Fluids
Some oil companies offer a mineral oil-based flushing oil.
Otherwise, diesel fuel will completely mix with the mineral oil lube in use. It may be a better cleaning agent than the lube oil and will not have any compatibility issues.The only issue is that any residual diesel fuel left in the sump after the flush will dilute and lower the viscosity of the new charge of lube oil.
The chemical cleaning solution or agent is likely the best cleaning option, but you must be sure to get all of the cleaning solution out of the sump. This may require a fill and drain (flush) with the new lube oil to be used, then a final fill with the new lube oil to be used in the operating equipment. Any remaining cleaning solution may cause issues with emulsification of water or foaming and aeration. Also, make sure that the chemical solution is compatible with any seals and paints in the sump. Temperature and flow rates also affect flushing effectiveness.
Bob Scott, Noria
Water contamination
Noria: The presence of water in most lubricants (synthetic or mineral) can cause the progression of oxidation to increase tenfold, resulting in premature aging of the oil, especially in the presence of catalytic metals such as copper, lead and tin. In addition, certain types of synthetic oils like phosphate esters and dibasic esters are known to react with water, which leads to the destruction of the base stock and the formation of acids.
It is not just the base oil that can be affected by moisture contamination. Certain additives such as sulfurous anti-wear (AW) and extreme-pressure (EP) additives as well as phenolic antioxidants are readily hydrolyzed by water, causing both additive mortality and the formation of acidic by-products. These acidic by-products can produce corrosive wear, particularly in components containing soft metals like Babbitt, which is used with journal bearings, as well as bronze and brass components. Other additives, including demulsifying agents, dispersants, detergents and rust inhibitors, can be washed away by excessive moisture. This results in sludge and sediment build-up, filter plugging and poor oil/water demulsibility.
If hydraulic oil is cloudy it indicates that a minimum of 200 - 300 ppm of water is present. I recently audited a hydraulic system with cloudy oil that was found to contain greater than 1% (10,000 ppm) water.
A simple but effective way to dry wet oil is to pass a small quantity (~4 SCFM) of desiccant dry air (-40F dew point) through the reservoir continuously. This technique is often referred to as "headspace flush". A variation of this technique involves installing a desiccant breather on the hydraulic tank and connecting a vacuum pump or shop vacuum to the headspace. The beauty of this variation is its simplicity - you don't need access to a source of clean, dry compress air. But it does require a spare penetration in the reservoir's headspace.
Like all other forms of contamination, preventing water ingress is cheaper than removing it from the oil. A major point of water ingression is through the reservoir breather itself. Many hydraulic system reservoirs are fitted with breathers that allow moisture and particles to enter the reservoir as the fluid volume changes through thermal expansion and contraction, and/or the actuation of single-rod cylinders.
Replacing the standard breather with a hygroscopic breather will eliminate the ingression of moisture and particles through the reservoir's vent. These breathers combine a woven-polyester media that filters particles as small as 3 microns, with (usually) silica gel desiccant to remove water vapor from the air. The result is relative humidity levels within the reservoir headspace that make condensation unlikely, therefore eliminating water ingression at this point.
Brendan Casey
In turbine oils, moisture content could reach 180 ppm before the oil turns cloudy. So the easiest way to check for water is visual, done at room temperature. At 250 ppm, the lubricant is still translucent but hazy. At 500 ppm, it is hazy and opaque. At that level, by decreasing water concentration, lubricant's service life extends almost twice for every 120 ppm water eliminated. There is also the crackle test: if no crackling takes place after placing a drop of oil for a few seconds on a small metal pan at 135 °C, no free or emulsified water is present. If some 0,5 mm bubbles are produced aprox. 500-1000 ppm water is present. For moisture content of more than 2000 ppm, bubbles grow to 4 mm. This method does not measure chemically dissolved water. Other methods would be calcium hydride test and capacitance change of the sample or FTIR or Karl Fischer.
Denisa Ivana
PALL - Watewr: The hidden enemy (webinar, zip file, 2021)
Determining acceptable water content in motor oils (2017)
Paul Farless - Lubricant water handling ability: why it matters (2023)
TestOil - Water in oil: What's the big deal? (2022)
Paul Farless - Lubricant water handling ability: Why it matters (short, 2022)
Water in turbine oil: What is the suggested limit? (short, 2016)
Dan Holdmeyer - The basics of lubricant water contamination (short, 2022)
Kleenoil - Does water ingress have to be the end of your oil's life? (2021)
David Dise - Why gearboxes hate water contamination (2021)
Drew Troyer - Establishing moisture contamination targets for hydraulic systems (2004)
Ken Kaihlanen, Oil Filtration Systems - Water contamination in hydraulic and lubrication oils (2020)
Next Generation Filtration Systems - Conserver oil purification unit, failures due to water contamination including hydrogen embrittlement (2020)
Mark Barnes, Des-Case - When water and oil mix, assets suffer (2020)
Humidity saturation limits of lubricating oils (2012)
Why water and oil don’t mix - and what to do about it (5.5 Mb)
BioKem - Moisture could be your No. 1 lube oil problem
Jim Fitch - How water causes bearing failure (2008)
Oil and water shouldn't mix
Learn Oil Analysis - Water in oil, how to prevent it and how to fix it (2018)
LE - Water contamination
Understanding oil's saturation point (2017)
Hendrik Karl, Steffen Bots - Humidity saturation limits of hydraulic and lubrication fluids (2012)
Water-related damage to rolling element bearings (video)
Case study: The power of water (2018)
Impact of water on EHL film thickness of lubricating greases in rolling point contacts
Impact of water on EHL film thickness of lubricating greases in rolling point contacts (full article)
Water in oil contamination (2001)
Water in oil
Water in oil
Jim Fitch - Strategies to achieve and sustain dry oil (2009)
How should I remove water from my oil reservoir?
Best ways to remove water from oil (2012)
How to remove water from oil (2011)
Justin Stover - Winning the war on water contamination, 7 solutions for removing moisture from oil (2014)
Drew Troyer - Removing water contamination from oil (2001)
Martin Williamson - Options for removing water in oil (2003)
C.C.Jensen - Winning the war on water contamination (2014)
How to determine water in oil (brief)
Monitor water-in-oil with the visual crackle test (2002)
Rich Wurzbach - How reliable and accurate is the crackle test for oil analysis? (2023)
Alejandro Meza - Modern methods for monitoring water contamination (2019)
How to measure water in oil (2002)
Best ways to test for water in oil
Art Gatenby - The Karl Fischer moisture titration (2020)
Oil moisture limits and Karl Fischer method (overview)
Karl Fischer methods (2004)
Arizona Instrument - Relative humidity test
Guide to measuring water in oil
Spectro FluidScan alternative to Karl Fischer (2014)
Water in oil: How does the laboratory determine this?
HY-PRO - Removing dirt and water using vacuum dehydrator
HY-PRO - Vacuum dehydrators for rolling mill lubricating oil (2021)
Water in hydraulic fluid:
- Depletes some additives and reacts with others to form corrosive by-products which attack some metals.
- Reduces lubricant film-strength, which leaves critical surfaces vulnerable to wear and corrosion.
- Reduces filterability and clogs filters.
- Reduces the oils ability to release air.
- Increases the likelihood of cavitation occurring.
It's always wise to control water contamination at the lowest levels that can reasonably be achieved, but certainly below the oil's saturation point at operating temperature.
Methods for removing free (unstable suspension) and emulsified (stable suspension) water include:
1. polymeric filters;
2. vacuum distillation; and
3. head space dehumidification.
Polymeric filters - These look like conventional particulate filters, however the media is impregnated with a super-absorbent polymer.
Water causes the polymer to swell, which traps the water within the media. Polymeric filters are best suited for removing small volumes of water and/or maintaining water contamination within pre-determined limits.
Vacuum distillation - This technique employs a combination of heat and vacuum. At 25 inches of mercury, water boils at 56 °C. This enables water to be removed at a temperature that does not damage the oil or its additives.
Head space dehumidification - This method involves circulating and drying the air from the reservoir head space. Water in the oil migrates to the dry air in the head space and is eventually removed by the dehumidifier.
Vacuum distillation and head space dehumidification also remove dissolved water.
Like all other forms of contamination, preventing water ingress is ten times cheaper than removing it from the oil.
Brendan Casey
SKF recommends a conservative 200 ppm limit of water content. This can be achieved with desiccant breathers and proper water removal techniques (vacuum separation, centrifugal separation). Most circulating systems have tanks to allow some standing time to promote separation.
Some greases and oils can carry as much as six percent water when mobile. Water separates readily at a standstill and displaces oil on metal surfaces - attacking metal surfaces directly. Avoid standstills with water in the system if possible.
A good way to get an estimate of the concentration of water in oil is to use the calcium hydride method. There are different suppliers and variations on how to do this. The basic concept is that you put some oil and kerosene into a vessel. The instrument that you buy will have this vessel as a part of it. A calcium hydride capsule is placed in with the kerosene and oil. The vessel is then sealed and agitated.
In humid environments, condensate can form in rolling-element bearings and cause corrosion, leading to a reduction in bearing life. The condensed moisture's effect can be reduced by carefully choosing the grease lubricant. Greases thickened with sodium soap will absorb (emulsify) large quantities of water but may soften it to such an extent that the grease flows out of the bearing. Lithium soap greases do not emulsify water but with suitable additives can provide good protection against corrosion.
Although grease can absorb large quantities of water, separation occurs due to pressure and shear, leading to free water. This does not have an impact on the film thickness under fully flooded EHL conditions. However, water does have an effect on the film thickness under starved conditions where the differences are related to the change in oil bleed. In the presence of water, an increase in oil bleed was found for lithium, lithium complex and polyurea grease. These greases showed a reduction in the levels of starvation and, therefore, thicker films. Water contamination led to lower oil bleed for calcium sulphonate complex greases, which led to an increase in starvation, and therefore, thinner films compared to their uncontaminated counterparts.
1. Educate maintenance staff to avoid direct jetting of water at ingression points such as shaft seals and breathers, etc.
2. If water spray is inevitable, use passive shields and deflectors to avoid direct water spray on shafts, dipsticks, fill-caps, breathers, etc.
3. Use high-performance seals that suffer less wear and offer better protection against contaminants.
4. Regularly inspect and maintain gaskets on fill-caps, hatches, etc.
5. Replace dipsticks with level indicators.
6. Keep hatches closed tight.
7. Replace a basic vent breather with a desiccant breather, which dehydrates incoming air, or an expansion chamber, which allows the system to breathe without ingesting external air.
Noria
Maintenance strategies - reactive, preventive, predictive, proactive and prescriptive
Helen Fisher - Evolving maintenance strategies (2017)Tor Idhammar - How to set frequencies for preventive maintenance inspections (2015)
Ron Moore - Definitions of reactive, preventive, predictive, and proactive maintenance (2023)
Ron Moore - Time-based vs. condition-based maintenance (2023)
Phil Hendrix, Bill Yantz - 10 steps to precision maintenance reliability success (2018-21)
Aspen Technology Inc - Prescriptive maintenance (2021)
Kevin Price - A Seven step journey to prescriptive maintenance (38' video, 2021)
Terrence O’Hanlon - The three laws of preventive maintenance (2022)
George Williams - Improve the effectiveness of your preventive maintenance strategy with PM uptimization (2022)
John Natarelli - 3 techniques for optimizing preventive maintenance (2021)
Mark Munion - Preventive maintenance optimization: Challenge and transform your PM strategy (2021)
Donaldson - '3 Reasons': Condition-based maintenance case studies (2021)
Doc Palmer - Using the priority system to define reactive vs. proactive maintenance (2021)
UpKeep - What are benefits and drawbacks of preventive maintenance (2021)
UpKeep - The ultimate guide to preventive maintenance (17 Mb, 2021)
UpKeep - Essential tips for optimizing your preventive maintenance (2022)
Jeff Shiver - 7-step guide to effective PM optimization (2021)
IDCON - 8 steps to successfully implement a preventive maintenance programme (11' video, 2021)
IDCON - 8 steps to successfully implement a preventive maintenance programme (2021)
Preventive maintenance (PM) requires systematic inspection, detection, and correction of incipient failures either before they occur or before they develop into major defects. It is designed to preserve and restore equipment reliability by replacing worn components before they actually fail. Preventive maintenance activities include partial or complete overhauls at specified periods, oil changes, lubrication, minor adjustments, and so on. Workers can record equipment deterioration to replace or repair worn parts before they cause system failure. The ideal preventive maintenance program would prevent all equipment failure before it occurs.
Mike Johnston - Selecting the correct maintenance strategy (2019)
LaTaurus Brown and Wilfredo Correa - The process of going from a highly reactive culture to becoming a highly reliable organization (45 minute video, 2018)
John Reeve - 10 ways to reduce reactive maintenance (2016)
Joe Anderson - Fix your preventive maintenance strategy (2019)
Get back to the basics of lubrication to prevent machine failures (2017)
Best ways to prevent equipment problems (2016)
Bill Keeter - P-F interval: Real or imaginary?
UE - P-F curve and reliability centred maintenance
UE - Understanding the P-F curve and its impact on reliability centred maintenance
UpKeep - Essential tips for optimizing your preventive maintenance (2022)
Craig Cotter - Preventive maintenance like the military 1 (2022)
Craig Cotter - Preventive maintenance like the military 2 (2022)
Tom Moriarty - How organizations are reducing losses due to preventable maintenance issues (2021)
Eric Morgan - The technology for better preventive maintenance procedures (2019)
Ricky Smith - When preventive maintenance doesn't work
Ricky Smith - Preventive maintenance - Where are you? (2017)
5 corrective and preventive maintenance levels (2016)
Timken - How power transmission equipment operates in the real world and preventive maintenance (2018)
UpKeep - Guide to preventive maintenance (2022)
Preventive maintenance
6 elements of a successful preventive maintenance programme (2017)
#1 Stop leaks
The first and most obvious thing is to keep it in the hydraulic system. Those couple of slow leaks you've been putting off fixing are costing you more per day, week and month.
#2 Keep it cool
There's a lot of good reasons to maintain appropriate and stable operating temperatures. Oil life extension is not the least of them.
According to Arrhenius's Law, for every 10 degrees Celsius increase in temperature, the rate of reaction doubles.
The chemical reactions we're concerned with in so far as hydraulic oil life is concerned are oxidation - due to the presence of air; and hydrolysis - due the presence of water.
So the hotter the oil, the faster the rate of these reactions - and exponentially so.
By way of illustration, if you pour some cooking oil into a glass, it'll take days, even weeks before it darkens in colour - a sign of oxidation.
But tip the same amount of cooking oil into a frying pan - which gives the oil a large contact area with air - then heat the begeezez out of it, and the oil will go black in a very short space of time.
#3 Keep it dry
Water too has a number of negative effects on the oil. In so far as oil life is concerned, it can chemically compromise (hydrolyze) the additive package. For example, the anti-wear additive ZDDP is prone to instability in the presence of water.
#4 Keep it clean
Unless you've been living in a cave, you know when it comes to hydraulic oil: 'cleanliness is next to 'Godliness'.
But particle contamination also affects oil life. Certain wear metals act as catalysts which increase the rate of oxidation and hydrolysis.
Particles can also attach themselves to additives in the oil, resulting in additive depletion when these particles are captured in the system's filters.
So to wring the most out of every drop of your hydraulic oil, keep it in; keep it cool; keep it dry and keep it clean.
And ONLY change it when base oil degradation or additive depletion demands it be changed.
Brendan Casey
Predictive maintenance
Jeanna Van Rensselar - Used-oil analysis for predictive maintenance (2012)Dr Nancy McGuire - Predictive maintenance: When does it make sense? (2023)
Sheila Kennedy - Right-size your predictive maintenance strategies (2022)
Abhishek Jadhav - Reducing downtime and improving machine health with predictive maintenance (2022)
Sheila Kennedy - 6 case studies illuminate the value of predictive and prescriptive maintenance (2020)
Pranesh Rao, Thomas Schardt, Justin Lesley - 4 need-to-know predictive maintenance tips from the experts (2021)
Tom Murphy - Predictive lubrication: Which bearings will benefit from correct lubrication today? (2017)
Hydac - Reactive, preventative, predictive (2:47 minute video, 2019) also Analysis packages
Jim Fitch - Predictive and proactive maintenance (5' video, 2022)
Alex Ferrari - Predictive maintenance primer: Transitioning from a reactive to proactive state (2021)
Andrea R. Aikin - The process of effective predictive maintenance (2021)
Mary Beckman - Predictive maintenance in mining is more cost effective than regularly timed maintenance (2021)
Brian Harrison - Connected reliability 101: A roadmap to predictive maintenance (30 minute video, 2019)
John Hague - Predictive maintenance takes on operational risk (2020)
Carl Fransman - Do predictive analytics really matter? (2016)
Predictive vs. preventive maintenance: which is the right one for your business?
Predictive maintenance: expensive but worth it
Used-oil analysis for predictive maintenance
Predictive maintenance: 8 keys to a successful implementation
Unleash the power of predictive analytics! Can your machine tell you when it will fail?
What comes after predictive maintenance?
Predictive maintenance expensive but worth it (2016)
Predictive maintenance vs preventive maintenance: Which strategy for your company? (2017)
Paul Berberian, GTI Predictive Technology - How to build a PdM program from scratch (2018)
National Instruments - 3 reasons routes for predictive maintenance programs may be dead (2018)
Chris McNamara, Smart Industry - IIoT for predictive maintenance? (2018)
Predictive and proactive maintenance (short video, 2018)
Predictive maintenance (PdM) techniques are designed to help determine the condition of in-service equipment in order to predict when maintenance
should be performed. This approach promises cost savings over routine or time-based preventive maintenance, because tasks are performed only when warranted.
The main promise of predictive maintenance is to allow convenient scheduling of corrective maintenance, and to prevent unexpected equipment failures.
The key is "the right information in the right time".
PdM is to evaluate the condition of equipment by performing periodic or continuous (online) equipment condition monitoring.
The ultimate goal of PdM is to perform maintenance at a scheduled point in time when the maintenance activity is most cost-effective
and before the equipment loses performance within a threshold. This is in contrast to time- and/or operation count-based maintenance,
where a piece of equipment gets maintained whether it needs it or not.
Combining effective failure analysis with a good predictive maintenance program usually results in huge benefits. Depending on the type of facility, it can not only reduce maintenance costs by 20-30 percent but also increase production by similar values. However, it does require a cultural change.
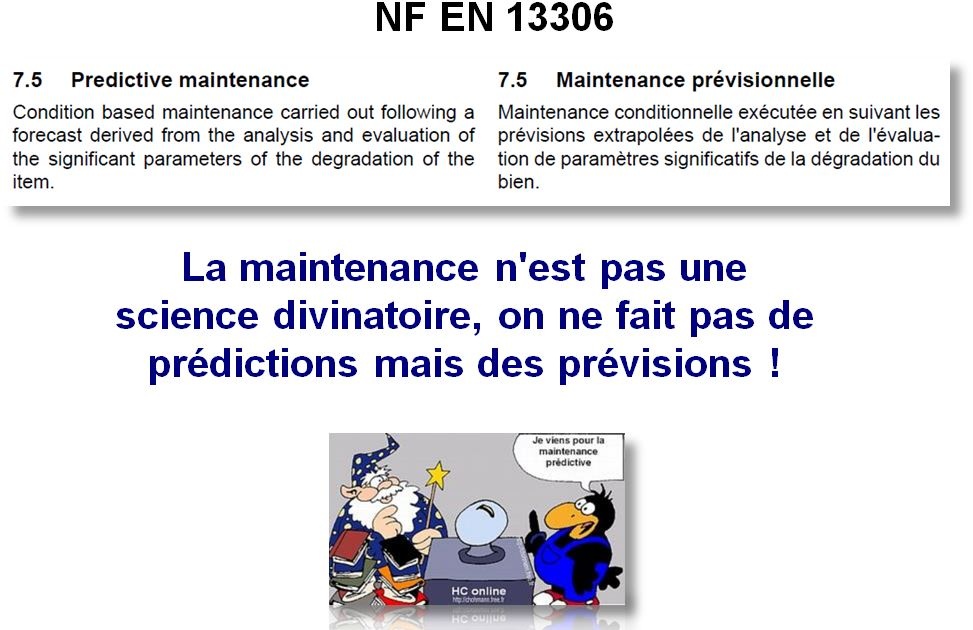
Proactive maintenance
3 Easy steps for proactive maintenance (short video, 2018)Devin Jarrett - Getting started on the path to lubrication excellence (2018)
Jack Weeks - Proactive vs. Reactive hydraulic maintenance (2018)
Matthew Adams - How controlling three contaminants significantly reduces machine failures (2018)
Alejandro Erives - Understanding failure (45 minute video, 2018)
5 ways to transition to proactive maintenance practices (2018)
Securing your future with proactive maintenance
Making the transition to proactive maintenance (2016)
John Day, 1997 - Proactive maintenance (slides)
Abnormality reporting key proactive maintenance
Keys for a proactive maintenance approach (short 2018)
Why proactive maintenance is key for a world-class lubrication programme
Proactive maintenance at Weyerhaeuser - putting the theory to test
Day in the life of a proactive maintenance planner
Quant - Industrial maintenance today and future trends (Proactive)
Preemptive contamination control (page 42)
The cost of a reactive maintenance program can be up to 10 times that of a proactive approach.
Data proliferation: There will be a mountain of data types with the advent of holistic CM and the varied techniques and disciplines utilized. Powerful intelligent agents (IA) will be needed. That means that manual evaluation would be almost impossible and add unnecessary risk of missing subtle patterns.
Management, maintenance management, Total Productive Maintenance, autonomous maintenance
The new ICML 55.1 standards requirements book($175), represents a consensus of the worldwide machine lubrication community pertaining to well-established best practices to optimize your plant's lubrication management. Adoption of the ICML 55.1 requirements will help your company efficiently manage physical lubrication and asset policies, strategies and plans. Lubrication management systems for mechanical assets assure that your objectives can be achieved consistently and substantially.
Erik Hupje - Defect elimination: failure prevention you can't do without (2023)
Kenneth Bannister- A new lubrication management strategy to reclaim machine reliability? (2023)
Joe Kuhn - Advice for a new maintenance manager (2023)
NED - Top tips for plant maintenance and how to stay ahead (2022)
Maintenance glossary
Procedure-based maintenance (2018)
Henk van Vugt - Journey to world-class maintenance (49 minute video, 2018)
Prioritize maintenance, repair and operations (MRO) (short, 2018)
5 Tips for keeping machines in good working condition (very short, 2018)
Download R. Keith Mobley’s Reflections on excellence
Terrence O’Hanlon - All leadership comes down to this: changing people’s behavior (2019)
5 ways to drive innovation in manufacturing (2018)
How to manage and benefit from change
Bennett Fitch, Daniel Rader - The roadmap to lubrication sustainability (2020)
Jim Fitch - The importance of sustainability for transformational change (2018)
The road to prescriptive maintenance
Strategies to manage asset performance (2018)
8 steps to better Kaizen results
4 common maintenance problems (2016)
Noria case studies
Jonathan Trout - Process improvement explained (2022)
A tactical approach for improvement
An effective way to drive improvement
Executing a continuous improvement plan
Partnering for continuous improvement
Create, implement improvements daily
Bryan Christiansen - Lean maintenance (2019)
Lean Six Sigma DMAIC methodology explained (2022)
Applying Lean Six Sigma methodology
Jonathan Trout - Six Sigma: A comprehensive overview (2019)
Applying Lean Six Sigma principles to lubrication
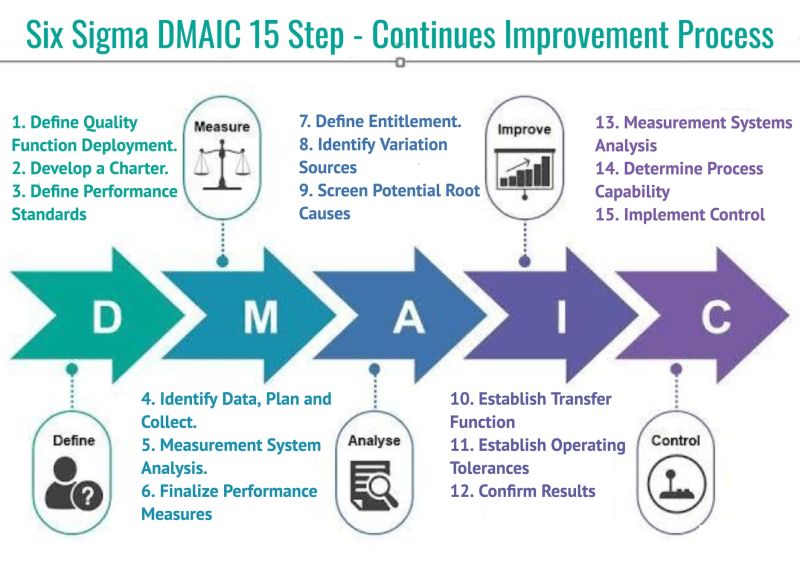
Using lean principles to make your plant cleaner and more efficient (2018)
The lean manufacturing techniques
Secrets to becoming a world-class PM facility
Ryan Chan - How to improve your PM programme in 10 steps (2019)
Communicate to build world-class culture
David Frye - Changing plant culture: It's all about the people (27' audio, 2022)
Remedies for a bad maintenance culture (2015)
Greg Perry - How to change your maintenance culture (2017)
Christopher Brokopp - How to change your lubrication culture (2017)
Employ 'Standard work' in maintenance
Signs you are in the real world of maintenance
Three pillars of world-class maintenance
5 tips for greater workplace efficiency
Maintenance: Time and staff optimization analysis (2016)
Best practices for maintenance supervisors
2 keys for organisational effectiveness
Measuring the financial impact of a successful lubrication program (2016)
Jonathan Trout - Autonomous maintenance: What it is and why it matters ((2019)
Autonomous maintenance: 5 steps to successful implementation
5 corrective and preventive maintenance levels you need to learn about
The power of maintenance KPIs (2017)
9 principles of modern maintenance (2018)
Key factors to a better industrial management
How to define world-class maintenance (2018)
How to implement effective maintenance planning and scheduling
Inspection 2.0: The cornerstone of world-class Total Productive Maintenance (TPM) (2016)
Achieving total productive maintenance without supervisors
Total Productive Maintenance (TPM), India - Articles
RELIABLE PLANT videos
Reliability, RCM
Spectro - Measure reliability with oil analysis (webinar, zip file, 2017)Brian Gleason (Des-Case), Ray Thibault - Achieve best-in-class lubrication (2015)
Mike Macsisak - Move on down the reliability road: Transitioning from a predictive mindset to a reliability-focused approach (2020)
100 of the most effective ways to boost machine reliability (2016)
Gregory Perry - Successfully navigating condition-based maintenance language (2021)
Paul Llewellyn - Reliability and fluid analysis (45' video, 2021)
Nick Jize - The reliability culture: Six common culprits (2020)
Drew Troyer - Rationalizing your reliability investments (2020)
Terrence O'Hanlon - The introduction of the SDIPF reliability curve (2021)
FLUKE - Condition-based maintenance tools and P-F curve (webinar slides, 2020)
Brian Harrison - Connected reliability 101: A roadmap to predictive maintenance (30 minute video, 2019)
Reliability web - videos
Alan Luedeking - A holistic approach to reliability-centered maintenance (Rcm) relies on good asset condition management (ACM) (2016)
John Reeve - Demanding excellence from your asset management system (2019)
FLUKE - Accelerating the reliability journey (2019)
Bryan Christiansen - 5 obstacles to implementing rcm and how to overcome them (2019)
Jonathan Trout - How to implement reliability-centered maintenance (2019)
RCM, PMO and FMEA: What is the difference? (43' video, 2018)
Connected reliability (2019)
Malcolm Hide - Reliability, resilience and damage (2016)
Nick Jize - The reliability culture: six common culprits (2019)
Rajiv Anand, Michael K. Andrews, Mary Bunzel, Sandra DiMatteo, Blair Fraser, Rendela Wenzel, Terrence O’Hanlon - A new digitalization strategy framework to advance reliability and asset management (2019)
Kevin Price - Plant reliability in the post-digital era (2020)
Natalie Blythe - Creating a culture of lubrication excellence and reliability-centered maintenance at the Ingredion plant in Winston-Salem, North Carolina (2019)
Dale Emanuel, Jorge Mastellari - Critical factors to achieve world-class manufacturing reliability (2019)
UE - P-F curve and reliability centred maintenance
Loctite - Make reliability-centered maintenance a top priority
UE - Understanding the P-F curve and its impact on reliability centred maintenance
What a maintenance reliability program should look like
Peter Smyth - Proper oil maintenance and the price of reliability vs the cost of reliability (2018)
Stephen Steen - Why online oil quality monitoring is a best practice for reliability programs
Reliability case studies
UE - How proper lubrication can enhance your plant's reliability (2017)
Machine modifications that increase reliability
The Internet of reliability series (videos 2018)
Reliability web - Articles
Wikipedia - Reliability-centered maintenance (RCM)
RELIABLE PLANT videos
Origins of Reliability centered maintenance
Nancy Regan - Lessons from a master: The most valuable RCM business and life lessons John Moubray (1949-2004) taught me (50' video, 2017)
The most influential mentor of my career died on January 15, 2004. Thirteen years later, John Moubray’s wisdom continues to serve me. If you have anything to do with Reliability Centered Maintenance (RCM), then you know who John Moubray was. No matter what your perspective is on RCM2, there’s no denying that John was a giant in the RCM world; he was a fierce proponent of the RCM philosophy designed by the original architects, Nowlan and Heap. He trained his network members to be responsible custodians. John said it best when he affirmed: we are here to promulgate the principles we believe to be best practice and in so doing make the world a safer place for all who live in it. In 1997, by luck (or Providence), I stumbled upon Aladon LLC and the RCM2 process, and thus began my journey into RCM. John Moubray became my mentor. This presentation summarizes the most important RCM lessons John delivered about the process he described as “majestic.” However, a keen entrepreneur, John’s wit and wisdom extended beyond RCM. This presentation also features his insights on business and life that are just as relevant (if not more relevant) today as they were nearly twenty years ago. Ever-grateful for the treasure of John Moubray’s philosophy, the presentation ends with the most valuable advice he ever gave me – advice that applies to everyone (and has nothing to do with RCM!). Nearly two decades later, I finally get it!
Nancy Regan
I am grateful to John for recommending in which suburb of Cape Town we should live. We have been living there for almost 50 years. RIP, John
Petr Vavruch
Reliability is: “The likelihood that process/product/people will carry out their stated function for the specified time interval when operated according to the designed conditions.”
Dr Klaus M Blache
Reliability Centred Maintenance (RCM) was originally called On-condition Maintenance, a term coined by the commercial airline industry. Three surprising discoveries were made:
(1) Scheduled overhaul has little effect on the overall reliability of a complex item unless the item has a dominant failure mode.
(2) There are many items for which there is not an effective form of scheduled maintenance.
(3) Preventive maintenance actually increased the rate of failure in some cases.
Scheduled maintenance tends to increase breakdowns, and this can only be because it is doing harm by disturbing a relatively satisfactory state of affairs.
Reliability resolutions for improving operations and maintenance:
1. We will provide leadership and communication about organisational changes.
2. We will train in best practices and provide on demand refreshers.
3. We will expand our maintenance planning into day-to-day tasks.
4. We will keep our schedule updated 4 weeks in advance.
5. We will solve problems and eliminate reoccurring failures.
6. We will capture both useful data and site knowledge.
7. We will let the equipment talk to us via the condition based tools.
Reliability Centred Maintenance (RCM).
How do you decide what maintenance to do on your critical production equipment?
By deciding which failures are the ones that matter and then designing maintenance tasks for them.
The maintenance suggested by the manufacturer of your equipment often leads to one of two things.
In some cases the manufacturer's recommendations lead to over-maintaining the equipment and in other cases under-maintaining them.
The reasons for this are:
The manufacturer does not understand your specific circumstances.
The manufacturer is often over-conservative in their approach to ensure that their good name is preserved. This leads to unnecessary expensive maintenance.
Terotechnica Asset Management College
Maintenance/Industry 4.0, Internet of things (IoT), AI, CMMS
Industry 4.0 is the fourth revolution in manufacturing. We are in the midst of a significant transformation of global industry that is blurring the boundaries between the physical and digital worlds. Technology is rapidly changing the businesses we are in, with this shift being reflected in new business models.
With the implementation of computerized maintenance management systems (CMMS), the manufacturing industry became incredibly more efficient. A CMMS tracks system maintenance, inspections and breakdowns, making system disruptions smaller and even obsolete. Instead of manually tracking problems or changes on a piece of paper, a CMMS handles all of this remotely, increasing productivity. The benefits include fewer repairs, lower maintenance costs, a streamlined workforce, and historical data and trend reports.
CMMS technology also connects devices remotely, allowing them to "talk" to each other. Often referred to as the Internet of Things (IoT), it connects factories to the Internet, enabling automation and remote monitoring. Rather than a manual check, the IoT allows systems to be connected to each other and essentially monitor each other's process.
With this connection, plants can easily collect and aggregate big data, or a mass of information concerning their systems. This information can be measured and analysed to increase productivity and efficiency. The IoT helps manufacturers work better by getting products to consumers faster.
David Berger - How much condition-based maintenance is enough at your facility? (2023)
Wes Cash - Why lubrication should be outside the CMMS (2023)
David Berger - Checklist for updating CMMS processes (2022)
Bryan Van Itallie - Everything I needed to know about condition monitoring (2019)
Data when you need it: A guide to ensuring your reliability experts have the right information (2020)
Sheila Kennedy - Condition monitoring – take it with you (2020)
Michael Mendoza - 8 ways the IoT can modernize your field service and fleet management team (2020)
William Jacobyansky - Why you need good maintenance procedures (2020)
Eric Holzer - Supercharging oil analysis with AI (short, 2018)
Katie Kellenberger - Europe still sceptical of Industry 4.0 (12 February 2019)
Eitan Vesely, Deddy Lavid - The 7 guiding principles of a Maintenance 4.0 strategy (2019)
Cary Forgeron - Why machine learning and AI are the future of oil analysis (2019)
Milt Olsen - Machine condition monitoring and the industrial internet of things (42 minute video, 2018)
Rajiv Anand, Michael K. Andrews, Mary Bunzel, Sandra DiMatteo, Blair Fraser, Rendela Wenzel, Terrence O’Hanlon - A new digitalization strategy framework to advance reliability and asset management (2019)
Kevin Price - Plant reliability in the post-digital era (2020)
Jim Fitch - How IIoT is changing condition monitoring (2019)
Marco Vieira - Move to IoT-based machine condition monitoring (2018)
Michael Brooks - Improving asset performance with machine learning (2018)
Understanding IoT platforms
Dispelling Industry 4.0 myths (2019)
The essential guide: What is Industry 4.0? (2018)
Maintenance 4.0
Mobility Work - Next-gen maintenance in the context of industry 4.0 and IOT (2018)
Accelix - 10 steps to getting your CMMS implementation right (the first time) (2020)
Mobility Work - 5 keys to choose your CMMS software (2018)
Advantages of plant digitalization (short, 2018)
IoT and Maintenance 4.0
Charles Rathmann - The next industrial revolution: transformational IoT (2018)
Dr David Almagor - Will IIOT technologies replace factory maintenance workers? (2018)
National Instruments - Online asset monitoring software (2018)
Stephen Steen - Why online oil quality monitoring is a best practice for reliability programs
UE - How can a remote monitoring platform revamp your PdM process? (2017)
Don’t let infected fluids afflict your operations (page 28)
IIoT for predictive maintenance applications at Duke Energy (2018)
Smart automation tools unlock competitive advantage in lubricant technical service (Must read article, 2017)
Why you should try smart maintenance (2018)
Noah Bethel - Hybrid analytics: the value of machine and human supervision (2018)
UE - How ultrasonic sensors and artificial intelligence improve condition monitoring (2017)
CMMS - How to plan your maintenance (2016)
Peak condition: How to get the most out of your CMMS/EAM investments (2018)
Successful implementation of computerised maintenance management system (CMMS)
Chris McNamara, Smart Industry - IIoT for predictive maintenance? (2018)
Eric Morgan - The technology for better preventive maintenance procedures (2019)
RELIABLE PLANT videos
Executives and managers who believe that Big Data without data analysts is capable of preventing future
issues and solving problems as they occur are placing their company and its assets at risk. Over-reliance on the
machines in an unsupervised data interpretation environment can have a deleterious impact on plant reliability
and the ever-present bottom line.
That is the whole point of hybrid analytics—allowing the machines to crunch the data, which is then
leveraged by the supervision of a data analyst whose skills and technological expertise add significantly to
machine learning.
Noah Bethel
Lubrication practices, lubrication excellence
Matthew Adams - Identifying the low-hanging fruit in your lubrication program (2020)Klüber - Lubrication best practices
9 steps to best in class lubrication
Noria - Plan, develop and implement a lubrication programme (webinar)
Noria - Lubrication programme to prevent mechanical failure (2023)
Noria's lubrication programme in practice (2021)
Luneta - Keeping your lubrication programme in the crosshairs (2020)
Noria - How to justify a lubrication programme (short video, 2018)
Jim Fitch - Why should managers care about oil? (2000)
Selling lubrication excellence to management (2004)
Measuring the financial impact of a successful lubrication program (2016)
Noria - How to justify an oil analysis programme (short)
Noria - How to cost justify a lubrication programme (2018)
Noria - Lube programme to avoid $2 million annual losses (2017)
Noria - Lubrication best practices at Sinclair (2017)
6 steps to update your lubrication programme (2011)
6 keys for a reliability-centered lubrication program
World-class lubrication program transformation (2006)
Noria - Lube programme to avoid $2 million annual losses (2017)
World-class lubrication program transformation (2006)
Drew Troyer - Lubrication program investments: how to compound your returns (2005)
Jim Fitch - 12 smart ways to revive a neglected lubrication program (2005)
LE - Why most lubrication improvement programmes fail and 5 Rs are no longer enough
Lubrication program enables Simmons feed to cut downtime by 50 percent (2018)
Noria lubrication programme - Customers and results (video)
Best lubrication program - AB InBev (45 minute video, 2018)
Why your lubrication program needs a champion (2015)
Using KPIs to measure lubrication effectiveness (short video, 2018)
Alejandro Meza - KPIs for measuring lubrication programme success (2018)
Paul Hiller - MLA-II certificant spearheads city-wide lubrication program (2018)
Communication key for a successful lubrication programme
Kate Harnage - Precision lubrication for hydraulics (2022)
Thomas L. Lantz - 60 lubrication best practices you should be using now (2020)
Devin Jarrett - The low hanging fruit of lubrication improvements (download 36' audio, 2021)
Industrial Fluid Management - Outsourcing lubrication: The Complete Guide (2021)
Noria's guide to lubrication excellence (PNP poster, 2021)
{kind=link}
Case study: Hardware creates culture change at Argos Newberry (2021)
Daniel Walsh, Spectro - 5 reasons why point of care oil analysis makes sense (2020)
Noria - The business case for lubrication excellence
Natalie Blythe - Creating a culture of lubrication excellence and reliability-centered maintenance at the Ingredion plant in Winston-Salem, North Carolina (2019)
Christopher Brokopp - How to change your lubrication culture (2017)
How to optimise the state of lubrication
Optimize machine health with precision lubrication
Mark Barnes, Keith Staton - How Weyerhaeuser is building a foundation for precision lubrication (36 minute video, 2018)
Precision lubrication
Devin Jarrett - Getting started on the path to lubrication excellence (2018)
Jim Fitch - Ask your OEM to accessorize new equipment for lubrication excellence (2003)
How proper lubrication can enhance your plant's reliability (2017)
Elite Lubrication Specialists - The Maintenance 4.0 Blog
Chris Tindell - The path to lubrication reliability: Following the 5 rights of lubrication is only the beginning of the journey (2021)
Recoila - Lubricants are crucial to the safe, reliable, efficient functioning of all machinery
The business case for proper lubrication
Jim Fitch - 5 ways to reduce lubricant spending (2018)
Condition-based vs. interval-based oil changes (with Oil Change Wizard, 2001)
The state of the lubrication in USA (Comment: It is even worse elsewhere)
UE - Three quick tips on maintaining lubricant quality (short audio)
Why are we failing to convince consumers of the need for high quality lubricants? (2017)
Dr Nathan C. Wright - 3 causes of unreliable equipment and how to eliminate them (2018)
Training, education, skills
Various pictures for lubrication trainingSome Q&A for lubrication training
Some flashcards
Unsorted blog: Bearings
Unsorted blog: Cleanliness
Unsorted blog: Compressors
Unsorted blog: Engine oils
Unsorted blog: Formulations
Unsorted blog: Greases
Unsorted blog: Hydraulics
Unsorted blog: Open gears
Unsorted blog: Synthetics
Unsorted blog: Tests
Unsorted blog: Theory
Unsorted blog: Transmissions
Unsorted blog: Turbine and circulating oils
Paul Hiller - How to determine the competency of a lubrication programme (2020)
Dave Berube - Communicating effectively during change (2021)
Ken Pelczarski - Top 10 tips for an in-person job interview (2021)
Wes Cash - How to qualify personnel to perform lubrication tasks (2019)
Michael D. Holloway - Which professional lubrication certification is right for you? (2019)
Improving creativity for engineers (2019)
Jeff O’Brien - Do you fit the bill? 8 crucial skills maintenance managers must have (2019)
Don Armstrong - Who makes a good maintenance manager? (2019)
Why Smart Manufacturing is a dumb idea
Why Smart Manufacturing projects fail (2021)
Elevating the status of lubrication personnel
Why train for machinery lubrication?
How to equip lube technicians for success (2015)
ICML certification (2018)
Why train for machinery lubrication? (2011)
You need a lubrication skill development programme
Why education is the secret to successful change (2016)
Increase training to improve results
TestOil webinar schedule
Getting the most from lubrication personnel (2005)
Last word
The machine and the lubricant can telegraph hints and signals to us in a variety of ways, but only if we are both tuned in and literate to their message. Tuned in means being vigilant and ubiquitous, like a detective, always looking for clues even when camouflaged from view. Literate means not only recognising the presence of the clue but also being wise to the meaning of its message and the corrective response.
Condition-based maintenance is based on identifying measurable criteria that allows the time to plan for early intervention on failures, thus helping to reduce catastrophic and secondary damage. The earlier you are able to detect the failure, the more time you will have to prepare the spares, ensure labour resources and communicate the need to everyone.
A best practice tends to spread throughout an industry after a success has been demonstrated. However, demonstrated best practices can often be slow to implement, even within an organisation. The three main barriers to adoption of a best practice are a lack of knowledge about current best practices, a lack of motivation to make changes for their adoption, and a lack of knowledge and skills required to do so.
Light reading
The term tribology was mentioned for the first time in 1966 in the Jost Report, a study commissioned by the British government to investigate damage from wear. The committee headed by Peter Jost (1921-2016), estimated that application of basic principles of tribology could save the UK economy approx. ₤515 million per annum (1966).
Karl Burnett - Preventive maintenance: Who said it first? (2023)
STLE podcast episodes (2021)
Exploration of tribology: unveiling the historical evolution (2023)
What is tribology (2018)
Tribonet - History of tribology (2016)
Tribonet - Ancient tribology artifacts looted?
The crude oil fractional distillation
Wikipedia - Rheology
Common sales myths
Engines
Micro fog machine lubrication (1965)
Riding the Film - 1937 Chevrolet engine lubrication (11 minute video)
An expert is a person who has made all the mistakes that can be made in a very narrow field.
Neils Bohr
Dictator of Equatorial Guinea, Francisco Macias, banned the use of lubricants in the Malabo city power plant, claiming that he had magical powers. The plant exploded.
Now seriously
Some time ago the International Fluid Power Society produced a webinar on the prevention and management of fluid injection injuries. It cited a study by Snarski and Birkhahn, two emergency department doctors at the New York Methodist Hospital, which contained some very sobering statistics:
* Fluid injection injuries are relatively rare with around 600 incidences in North America per year. That's the good news. The bad news is it means your average emergency department doctor may not recognize the seriousness of the situation.
* High-pressure grease guns/systems account for 57% of injection injuries. Paint, hydraulic oil and similar fluids account for 18%. And diesel fuel injectors 14%.
* The overall incidence of medical amputation resulting from such injuries is 48%. But if the injection pressure is greater than 7000 PSI, the amputation rate approaches 100%.
* The average elapsed time between occurrence of injury and seeking medical attention is 9 hours. This is attributed to the apparent benign nature of initial injection, combined with a lack of awareness of the seriousness of this type of injury.
* Disturbingly, where 10 hours or more elapses between occurrence of injury and medical intervention, the amputation rate approaches 100%.
Bottom line: fluid injection injuries are medical emergencies which typically require surgical intervention to release the injected fluid and limit the tissue damage it causes. This is something everyone who works on or near hydraulic machines needs to be aware of.
See a photo of pressure injury
Brendan Casey
Go to top